pieromenetti
-
Numero contenuti
45 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di pieromenetti
-
Problema di stampa - archi di grandi dimensioni
pieromenetti ha risposto a pieromenetti nella discussione Problemi generici o di qualità di stampa
**RISOLTO** Ne sono venuto a capo: come ho scritto stampo prevalentemente in PET, ma ho trovato molta differenza tra quello traslucido e quello opaco (sempre stessa marca, ovvero REAL3d-ESUN). L'opaco mi regge velocità maggiori e soprattutto raffreddamento al 100% (migliora molto il dettaglio dei piccoli particolari), mentre ho scoperto che il traslucido richiede velocità minori e soprattutto ventilazione minima. Con ventilazione nulla si ottengono layer molto solidi , ma appena si va sul fino si perdono dettagli, ma basta la impostare la ventola anche solo al 15% che cambia incredibilmente la finitura superficiale. Avevo purtroppo lasciato la ventola al 100% e per questo motivo l'ugello 'tirava' i fili e i layer erano incosistenti e tendevano a separarsi. Ora per fortuna tutto ok. -
Problema di stampa - archi di grandi dimensioni
pieromenetti ha risposto a pieromenetti nella discussione Problemi generici o di qualità di stampa
Considera un cerchietto tipo quello da mettere in testa, quella è la forma e la dimensione circa. Il materiale è PET, ugello 0,4 , layer 0,2 Non ho problemi con alcuna altra stampa, sono soddisfatto della qualità generale anche con il PET (con qui stampo il 90% dei pezzi). -
Problema di stampa - archi di grandi dimensioni
pieromenetti ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti ho un problema con la stampa di cerchi e archi di grandi dimensioni, grandi cioè quasi come il piatto. Ho una Prusa Steel, con piatto di 200 x 200 classico, e sto stampando in PET. Ho provato 2 diverse bobine, diverse temperature e evlocità (adesso sono sceso a 30mm/s per i profili esterni), ho provato a stampare prima l'esterno poi l'interno e viceversa, ma non cambia niente: in pratica molti tratti li 'tira' in diagonale invece di farli aderire al contorno circolare, e questo vale sia per la parte esterna che quella interna. Può essere solo un fatto di velocità, o magari spegnere il raffreddamento? Il primo layer viene perfetto, ma quando salgo comincia il problema e ovviamente il pezzo diventa poco consistente e si sfoglia.
-
Prova ad alzare ancora la temperatura, io lo stampo a 240. Che altezza di layer usi? la mia stampante sotto a 0.16 con il petg fa dei pasticci
-
prova ad accendere la ventola, e ad abbassare la velocità, io non riesco a stampare il petg con la velocità del pla
-
problemi di stampa
pieromenetti ha risposto a gargia nella discussione Problemi generici o di qualità di stampa
ci vorrebbe qualche foto delle impostazioni dello slicer altrimenti la vedo dura -
consiglio acquisto della mia prima stampante 3d
pieromenetti ha risposto a 888vita nella discussione La mia prima stampante 3D
la craftbot ha una struttura in.metallo a cubo, con qualche pannello di plexiglass la riesci a chiudere senza problemi. c'è anche la versione con wifi. era la mia candidata numero 1 poi ho preferito farmi le ossa con un clone prusa e risparmiare, poi domani chissà. della Cel ne ho letto ottime recensioni ma in Italia è poco diffusa, e lascerei stare la whanao sinceramente. Classifica personale di quelle che hai citato Zortrax e Sharebot Ultimaker. -
consiglio acquisto della mia prima stampante 3d
pieromenetti ha risposto a 888vita nella discussione La mia prima stampante 3D
Ciao sono d'accordo con tutto quello scritto da Kikko, e aggiungo qualcosa: il privato che cerca una stampante 3d (e quindi non una azienda o un professionista) si divide in quello che vuole smanettare e quello che non vuole. In questi forum inutile dire che la maggior parte sono del primo tipo, cioè compro una stampante da 300-500 € e vedo cosa ci riesco a tirare fuori, magari la monto anche, la studio e stampa dopo stampa la provo a migliorare. Da queste macchine ti togli tante soddisfazioni spendendo il giusto, ma non soddisfano sicuramente le tue richieste. Per stampare senza grossi problemi secondo me è fondamentale trovare un buon rivenditore italiano, a cui rivolgerti in caso di problemi o difficoltà. Zortrax, Ira3d, 3ntr, wasproject e poi non le conosco tutte, sono macchine con delle aziende dietro, e questo garantisce un minimo di servizio. Certo che però il tuo budget non basta più. Come migliore compromesso, per quella cifra, io consiglierei la Prusa originale MK2 già montata, o la Craftbot, ma devi rinuciare a qualcosa. -
difetto superficie lungo asse X
pieromenetti ha pubblicato una discussione in Problemi generici o di qualità di stampa
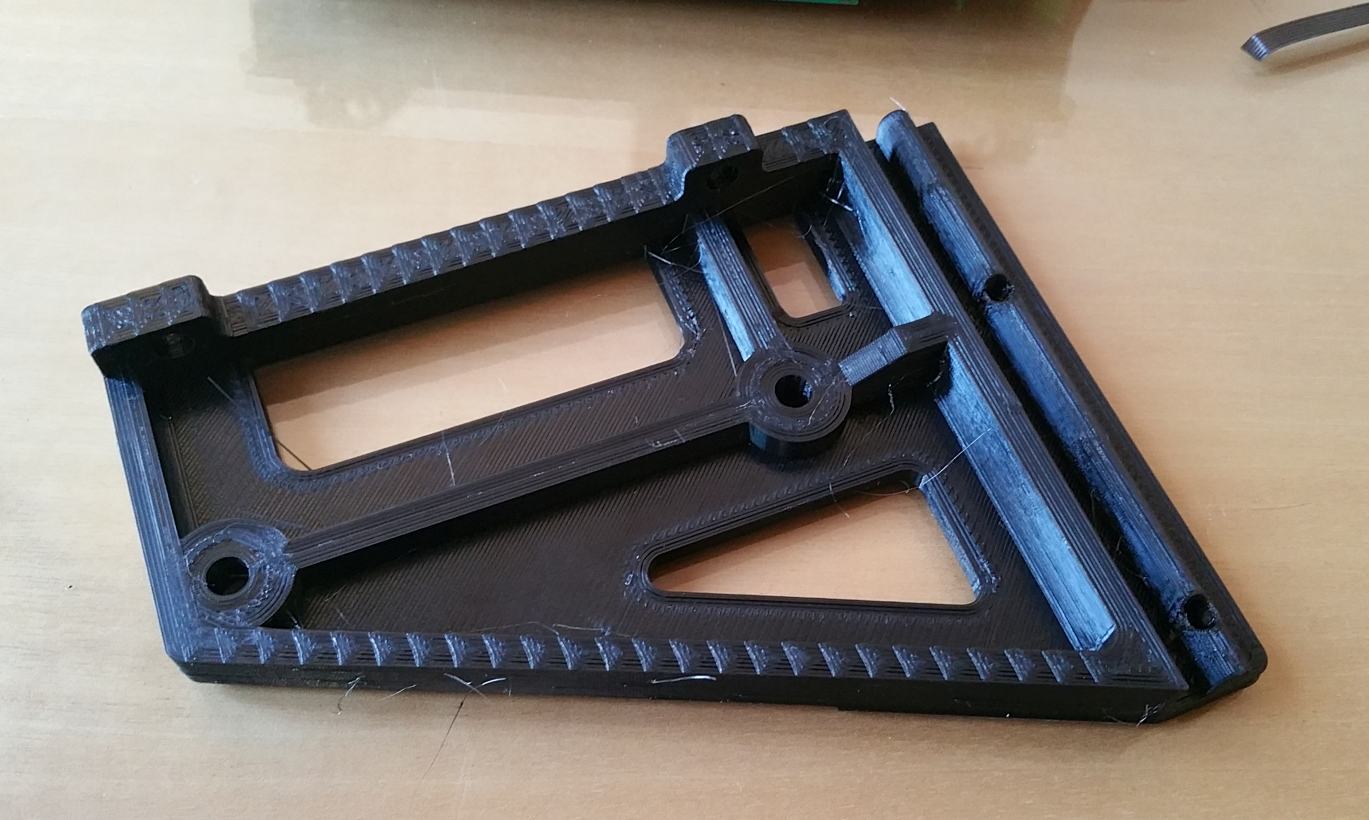
Ciao a tutti lungo l'asse X mi si presenta il difetto della foto, che non saprei come descrivere. Escludo i bordi dell'infill che interferiscono poichè ho 4 perimetri e comunque non combinano. E' un problema di estrusore o di cinghia secondo voi?
-
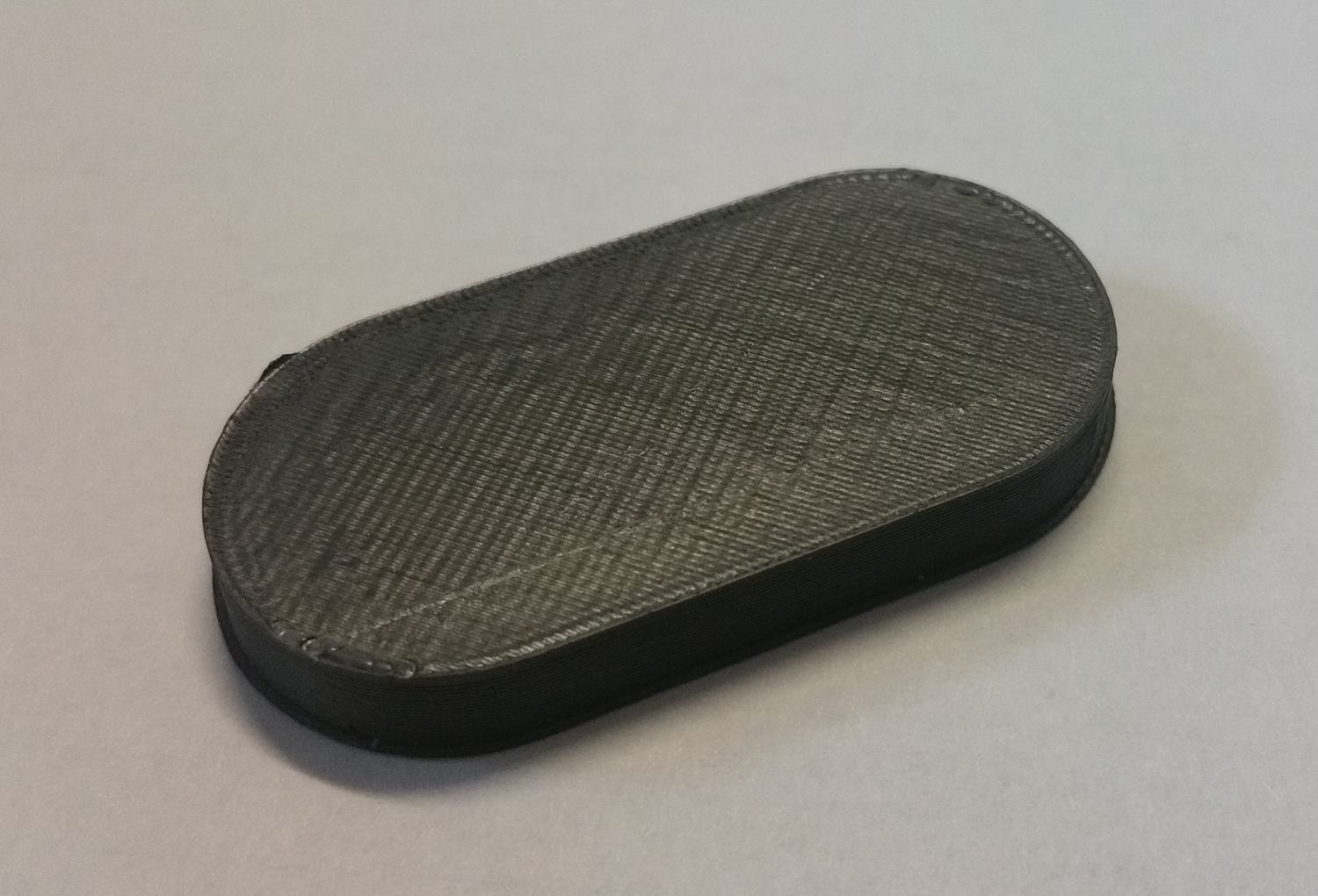
Io ho provato il filamento wood della FormFutura (colorazione pino). Sono riuscito a stampare con l'ugello da 0,4 senza problemi, il materiale esce bello fluido a 200°. Ho solo dovuto impostare un po meno materiale nel primo layer altrimenti, vista la vicinanza al piatto, faticava a fare uscire il filamento. A parte il profumo gradevole quando si stampa, mi ha impressionato la distensione dei layer, senza alcun trattamento di carteggiatura sono perfettamente fusi uno con l'altro e non si distinguono, non mi era mai capitato. I contro sono l'estrema uniformità del colore e l'effetto finale più da cartone pressato che da legno, ma forse è anche il colore pino che non aiuta. Purtroppo la parte superiore non è finita poichè si è attorcigliato il filo proprio negli ultimi passaggi.
-
quote stl corrette ma oggetto stampato fuori misura
pieromenetti ha risposto a pulce nella discussione Software di slicing, firmware e GCode
Ciao consiglio di utilizzare almeno 3 perimetri, così il pezzo acquista robustezza e non si vede l'infill. Dando per scontato una corretta caribrazione degli assi, Io ho migliorato ulteriormente la precisione delle dimensioni lavorando sulla larghezza dei perimetri: in slic3r , nelle impostazioni avanzate, puoi modificare le larghezze di estrusione rispetto a quelle calcolate di default: con un ugello di 0,4 tengo 0,42 per i perimetri interni, quelli a contatto con l'infill, in modo che ho una sovrapposizione tra infill e perimetro (sempre per migliorare la robustezza) e attualmente sono a 0,39 con il perimetro più esterno, quello che definisce l'estetica del pezzo. Così facendo ho un pezzo più preciso , anche se i fori , pur migliorati, sono quelli dove l'errore in percentuale è maggiore. Sto ancora provando e non è detto che diminuisca ancora il valore del perimetro esterno, il limite è che ci sia sempre sovrapposizione con i perimetri interni. -
dubbio simplify 3d
pieromenetti ha risposto a Mirkoxyz01 nella discussione Software di slicing, firmware e GCode
Ciao scusa ma non capisco una cosa: io posso disegnare i supporti come dici, ma per renderli 'staccabili' come li genera lo slicer che accorgimenti usi sul 3D? -
dubbio simplify 3d
pieromenetti ha risposto a Mirkoxyz01 nella discussione Software di slicing, firmware e GCode
Io ho provato simplify 3d per le due settimane gratuite, e la gestione dei supporti è la cosa che più mi faceva propendere all'acquisto. Però 150€ sono tanti, e per il momento ho rinunciato e approfondito lo studio di Slic3r con cui ora mi trovo molto bene (tranne i supporti che fanno pietà). Consiglio di scaricare la versione modificata per la Prusa originale , l'ultima è la 1.34, che ha milgiorato tantissimo, ad esempio è stato aggiunto il supporto all'altezza variabile dei layer. Ogni tanto studio anche cura, ma per ora ha un bug che non fa salvare i materiali personalizzati e per me è una grossa limitazione. -
Anycubic Linear Plus Vs. Geeetech Rostock 301 Vs. Geeetech GS2 PRO
pieromenetti ha risposto a temistocle nella discussione La mia prima stampante 3D
Ho una Prusa i3 Steel, uguale a tutte le altre ma con il telaio in acciaio. In fase di ordine avevo anche la possibilità del piatto 200x300, ma per paura di esagerare (soprattutto leggendo in giro sulla difficoltà di fare aderire le stampe al piatto avevo paura ad andare su un formato così grande), ho preso il classico 200x200. E adesso un po mi scoccia! -
Anycubic Linear Plus Vs. Geeetech Rostock 301 Vs. Geeetech GS2 PRO
pieromenetti ha risposto a temistocle nella discussione La mia prima stampante 3D
Ciao ho una stampante da qualche mese quindi sicuramente non sono il più esperto qua, ma il mio consiglio è di evitare di fissarti sull'autolivellamento e di puntare invece sull'area di stampa maggiore. Io sinceramente grandi problemi di livellamento non ne ho mai avuti, se la stampante è rigida e assemblata a dovere (e non la devi spostare continuamente) non ne sentirai la mancanza. Invece l'area di stampa non è mai abbastanza! -
proverò anche quello allora !!
-
Torno sul PETG perchè ho provato finalmente quello marcato REAL, e mi sembra decisamente tutta un'altra cosa! Stampato a 230, 2mm di ritrazione, fa un po di fili ma niente di che, pezzi perfetti. Il materiale è robusto e flessibile allo stesso tempo ,se il pezzo ti cade a terra rimbalza e non succede nulla, già provato con un giochino per le mie bimbe! Il pezzo 'serio' è circa 150x 120, zero problemi di adesione, solo un po di brim e nastro kapton. Il colore è un noioso nero opaco , tornerò alla carica con i traslucidi che sono fighissimi.
-
Anycubic Delta Kossel, la stampa si interrompe di continuo
pieromenetti ha risposto a MisterMagoo nella discussione Problemi generici o di qualità di stampa
potrebbero essere i driver che si scaldano? la mia (prusa) fa così quando in manuale muovo l'asse z per tragitti lunghi, si ferma e dopo qualche secondo riparte. forse qualche asse che per qualche motivo è duro? -
Problema Top Layer
pieromenetti ha risposto a pieromenetti nella discussione Problemi generici o di qualità di stampa
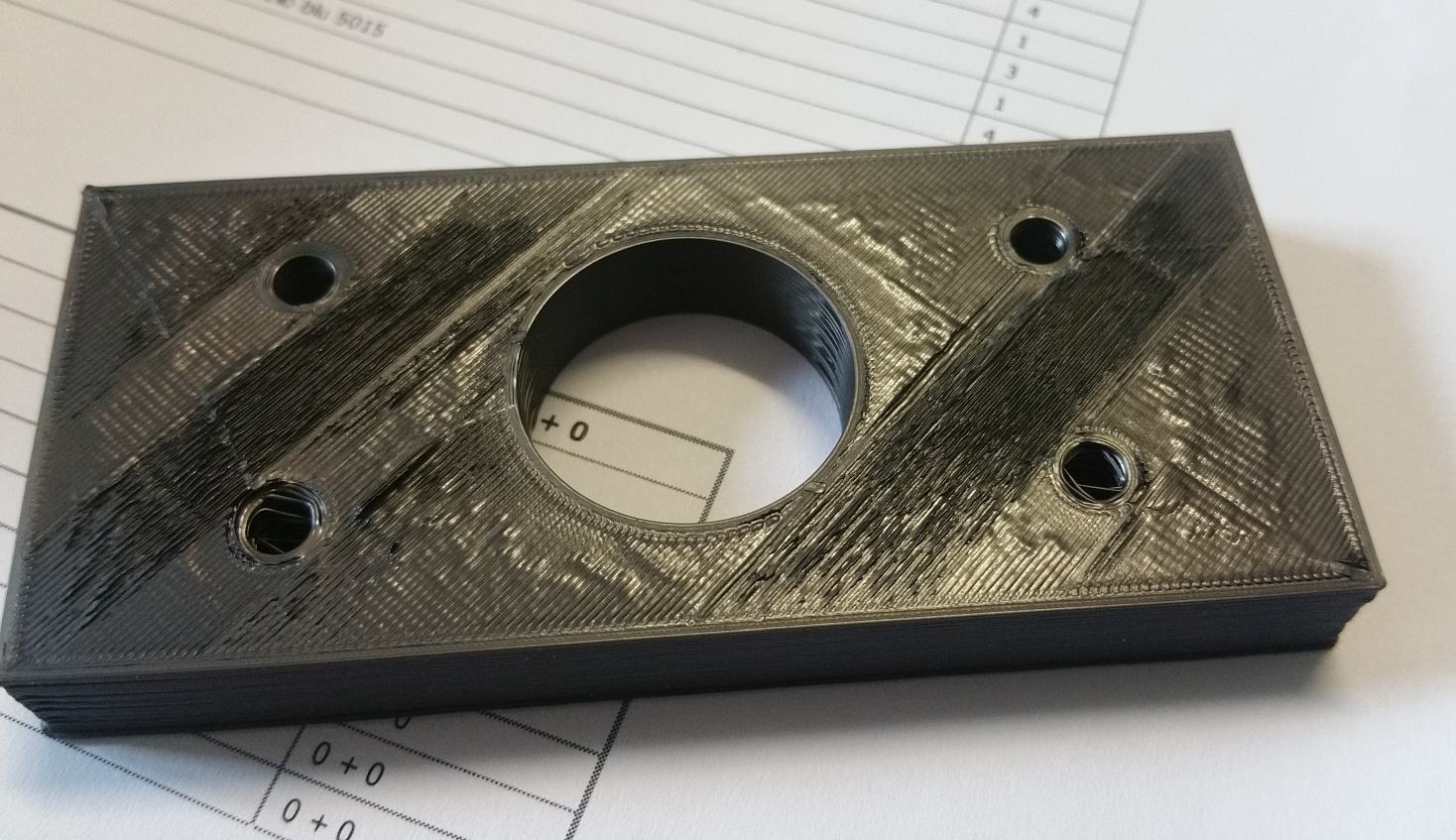
In parte mi sono risposto da solo e per caso ho trovato la soluzione al mio problema di top layer. Uso Slic3r e nelle impostazioni avanzate c'è la voce TOP SOLID INFILL, lasci 0 per default o lavori con le %. Io avevo smanettato con valori intorno al 100% per vedere se ottenevo una finitura superficiale più fine, poi avevo lasciato perdere impostando a 100% pensando che fosse equivalente al valore di default. Invece no, 100% è riferito all'altezza del layer e quindi vengono delle tracce finissime e causa quel difetto. L'immagine è un pezzo di test in PETG con il difetto. Mettendo a default quel valore è tornato tutto ok.
-
Prima stampante - Budget 1000€
pieromenetti ha risposto a Lorenzos nella discussione La mia prima stampante 3D
Ciao per quella cifra ti dico a occhi chiusi la Prusa MK2 originale, in kit (che consiglio perché trovi molti tutorial e nel caso si abbia qualche problema si è mediamente più autonomi nella soluzione ) oppure già montata che mi sembra stia comunque sotto i 1000. Altrimenti dai un occhio alla Cratfbot. -
Nuova Stampante 3d
pieromenetti ha risposto a Desmoarturo nella discussione La mia prima stampante 3D
ciao personalmente tra ultimaker e bcn3d sceglierei la prima, per l'enorme diffusione che comporta facilità nel trovare supporto e soluzioni ai problemi che possono insorgere. Ti consiglio anche di guardare la 3ntr e la gimax 3d, ma di cui ignoro il prezzo quindi magari sono fuori budget . -
Problema Top Layer
pieromenetti ha risposto a pieromenetti nella discussione Problemi generici o di qualità di stampa
Ho alzato la temperatura e in effetti va molto meglio, il pezzo è più piccolo ma la superficie sembra comunque migliore. Ho uniformato le velocità dei layer solid e top, e calato di due punti percentuali la larghezza di estrusione del layer. Domani dovrei andare un stampa con un pezzo grande e vedo come va. Per quanto riguarda la cinghia dovrei essere a post, mentre poterbbe essere che il filamento è troppo tirato in quel punto, proverò a stamparmi uno di quei supporti passafilo per tenerlo meglio in posizione corretta. C'è da dire che in generale è una brutta stampa perchè avevo provato una altezza del layer di 0.3 ma mi sembra che con l'ugello da 0.4 faccia fatica a estrudere tutto quel materiale. Come sempre grazie
-
Problema Top Layer
pieromenetti ha pubblicato una discussione in Problemi generici o di qualità di stampa
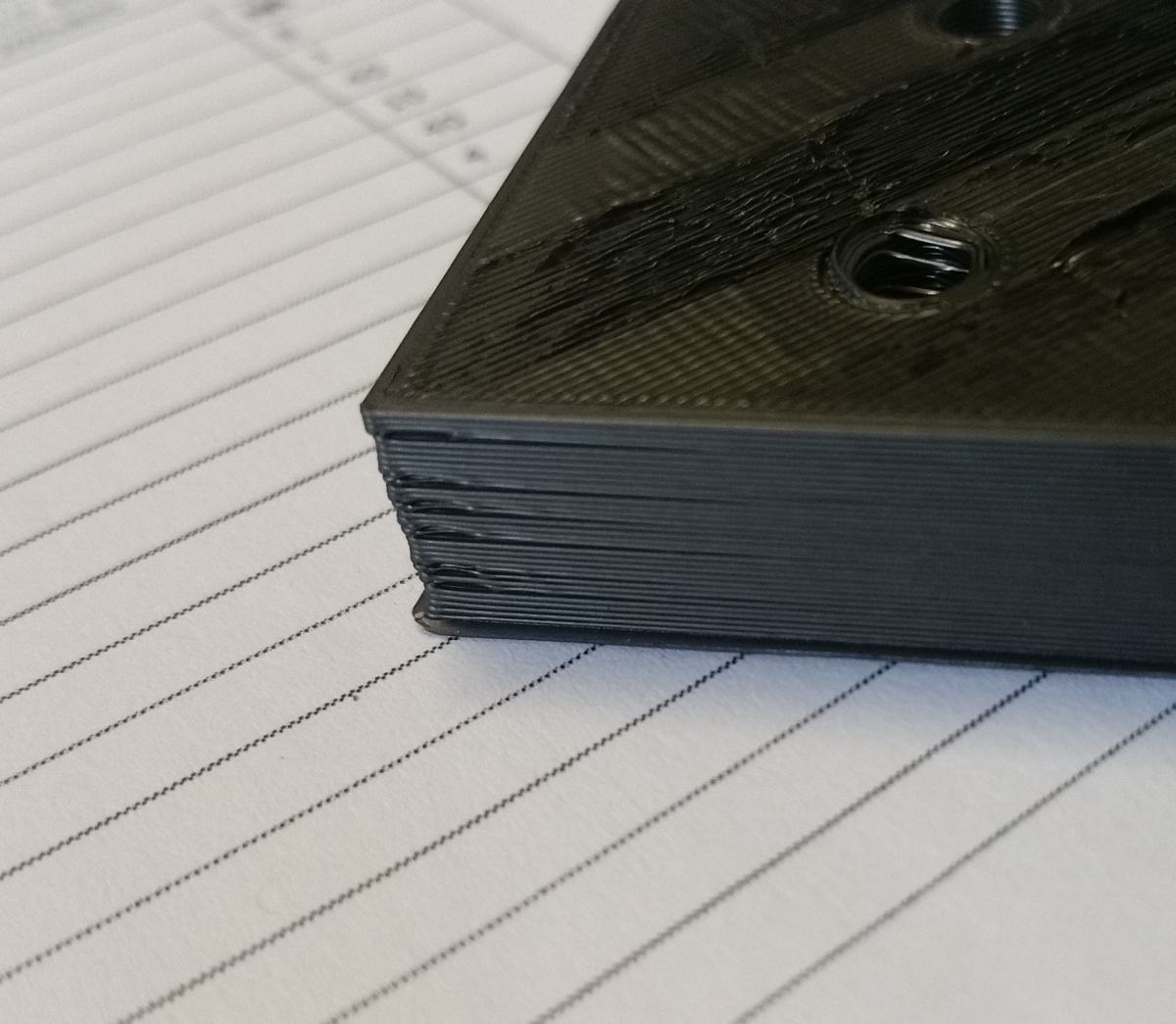
Ciao a tutti ho un problema con il top layer nelle superfici estese . Sia con il PLA sia con il PETG mi fa il difetto come in foto (misure 40 x 90 mm) , cioè l'ultimo livello, quello che deve dare la superficie di finitura, mi si solleva. I fili non aderiscono a quello sotto e si pela con le dita. Il livello subito sotto è perfetto invece. Quando il tratto da coprire è più breve il difetto diminuisce. Quello in foto è un PLA con base a 55 e ugello a 188, la velocità del layer è 20mm/sec e il flusso è al 100%. Poi nell'altra foto ho evidenziato un problema che mi si presenta nello spigolo più vicino allo 0 degli assi X Y, tutti gli altri sono perfetti. Potrebbe essere qualche gioco? Oppure le accelerazioni da modificare? Grazie
-
settaggio prusa I3
pieromenetti ha risposto a skatedan nella discussione Problemi generici o di qualità di stampa
Si hai ragione è solo stagno sopra, avevo visto male, conviene comunque rimuoverlo -
settaggio prusa I3
pieromenetti ha risposto a skatedan nella discussione Problemi generici o di qualità di stampa
Scusa se mi intrometto ma ho visto che hai il piano con le saldature in alto e il vetro appoggiato sopra. Non ti conviene girare il piatto in modo da tenere le saldature sotto (e soprattutto ricordati di isolarle per evitare corti) così hail il vetro che sta pari.