liftbag
-
Numero contenuti
15 -
Iscritto
-
Ultima visita
Obiettivi di liftbag
")
Newbie (1/14)
0
Reputazione Forum
-
Riutilizzo archivio Gcode con Zortarx
liftbag ha risposto a Steelform nella discussione Software di slicing, firmware e GCode
Io non l'ho mai usato, ma credo che l'asa sia una alternativa all'ABS. Attualmente esistono anche PLA molto robusti, e discretamente resistenti al calore. Ma se vuoi resistenza meccanica e al calore, sacrificando appena la finitura, il PBT è ilmateriale definitivo. Per stamparlo al meglio, come finitura intendo, io riesco solo con S3D. -
Riutilizzo archivio Gcode con Zortarx
liftbag ha risposto a Steelform nella discussione Software di slicing, firmware e GCode
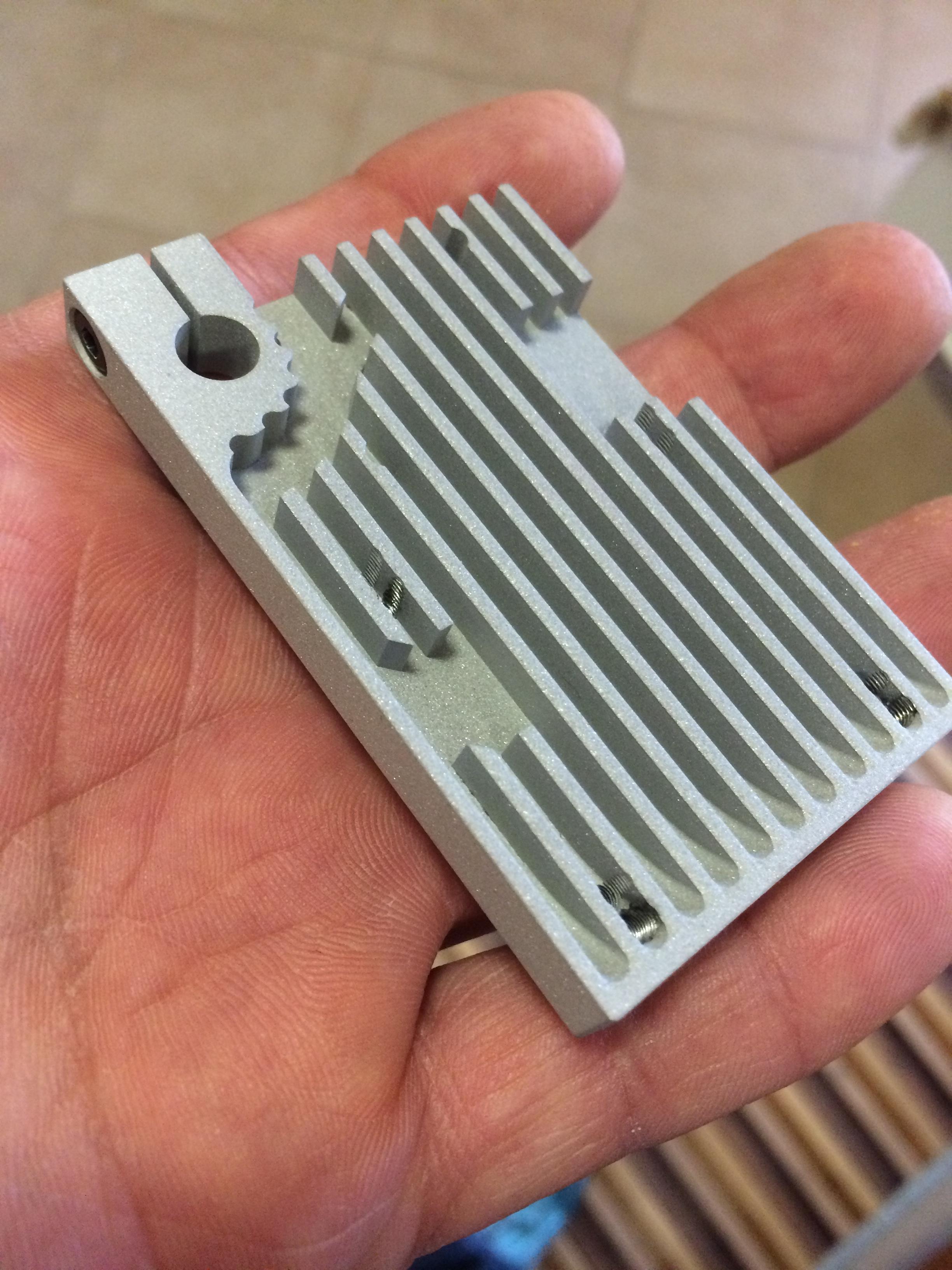
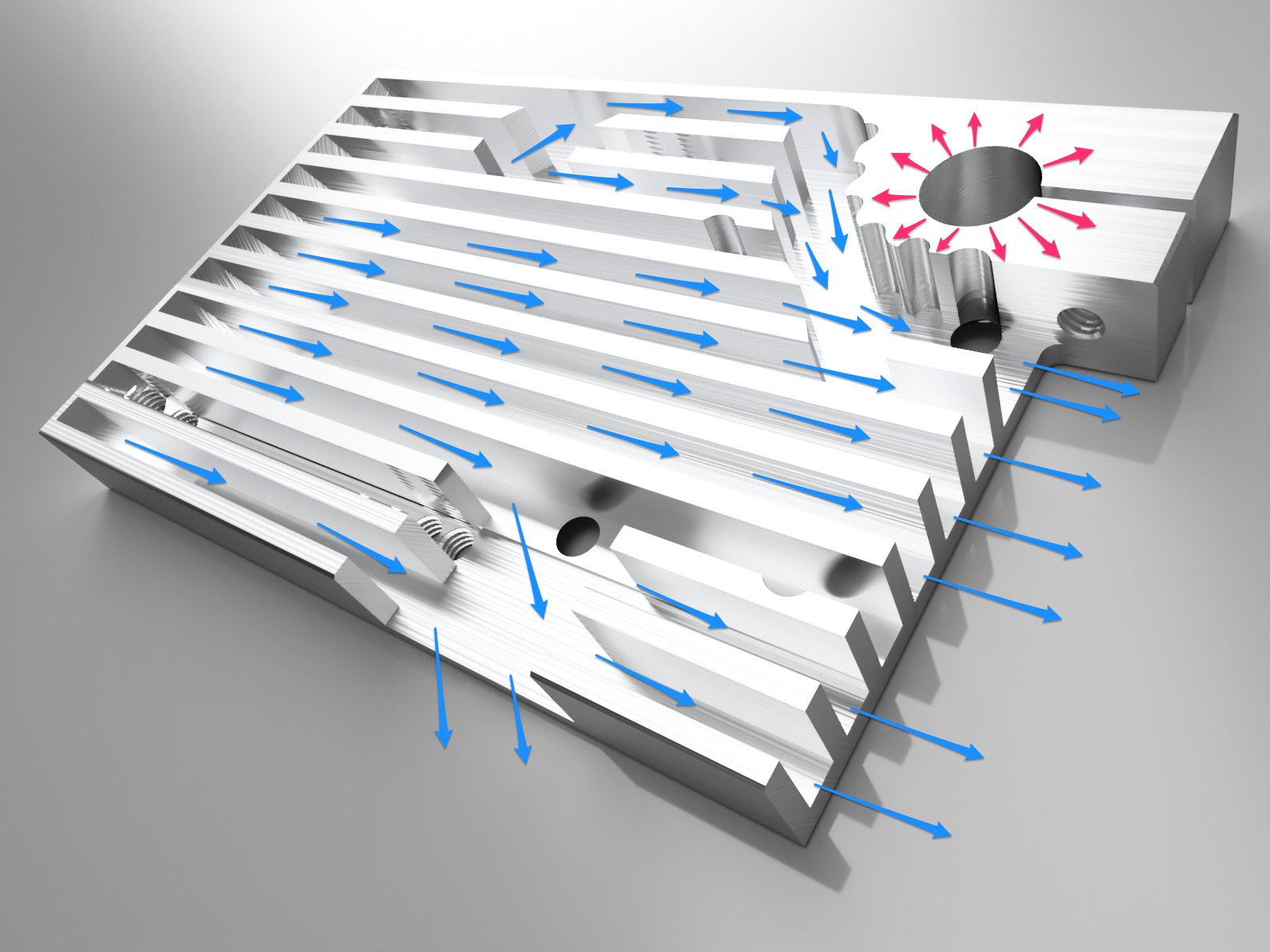
Occorre scaricare ed installare il file di firmware della Zortrax M200, ed anche il file di profilo. Con queste due impostazioni iniziali puoi iniziare a stampare con la M200 a partire da S3D. Ovviamente Simplify 3D genera un gcode. Esiste un tool in java, chiamato ztool, che converte il gcode in zcode. Trovi il tool ed i files necessari ad inizializzare S3D per la zortrax M200 qui. Attualmente esistono due valide opzioni per modificare l'estrusore. Si tratta di due upgrades regolarmente in commercio: l'hotend zcory ed il kit Micro Swiss. Io uso invece l'hotend Micro Swiss MK10 adattato alla M200, con un dissipatore ed un blocchetto riscaldante di mia concezione. Abbiamo inoltre realizzato, un dispositivo chiamato z-mik, con il quale è possibile modificare in tempo reale le temperature di piatto ed estrusore a step di 1°C, sia aumentando che diminuendo. Ho anche disegnato e pubblicato un upgrade completo del sistema di ventilazione della Zortrax M200. Posso dire che pur lavorando con la regina delle stampanti proprietarie, mi manca davvero poco per avere i controlli e le potenzialità di una stampante open.
-
Riutilizzo archivio Gcode con Zortarx
liftbag ha risposto a Steelform nella discussione Software di slicing, firmware e GCode
Condivido in pieno il tuo pensiero se riferito all'hobbista o appassionato. Oltretutto Zortrax si sta avvitando su se stessa con lo sviluppo del software. La versione attualmente consigliata è insopportabilmente lenta a calcolare lo slice, ha svariati problemi che rimangono irrisolti versione dopo versione ed è lontanissima dalla qualità di stampa delle versioni di due anni fa. Ma il sistema chiuso per alcune categorie di utilizzatori ha un suo perché, in particolare piccoli professionisti, che prediligono produrre con pochi materiali e velocemente. Detto ciò, ad oggi è possibile fare con la Zortrax tutto quello che puoi fare con una stampante open, ma con qualità e ripetibilità dei risultati tipica di questa macchina. Io uso esclusivamente Simplify3D come slicer per la M200, ed ho alcune modifiche hardware che mi consentono di stampare dal peggiore pla al Thermec ZED. E' un pezzo di hardware con molti pregi ma anche con difetti di progettazione grossolani, in particolare l'estrusore che è la parte che ho maggiomente modificato, con successo devo dire. Mi rimane la schiavitù di dover convertire i gcode di S3D in zcode con ztool. Ma ormai ci ho preso la mano. -
RITRAZIONE?
liftbag ha risposto a Alessandro3d nella discussione Problemi generici o di qualità di stampa
Puoi provare ad usare le impostazioni avanzate e scegliere materiale non proprietario a base ABS. Imposta la temperatura dell'extruder a 255 ed aumenta la ritrazione a 1.5mm. -
Doppia Ventola M200
liftbag ha risposto a Kikko nella discussione Problemi generici o di qualità di stampa
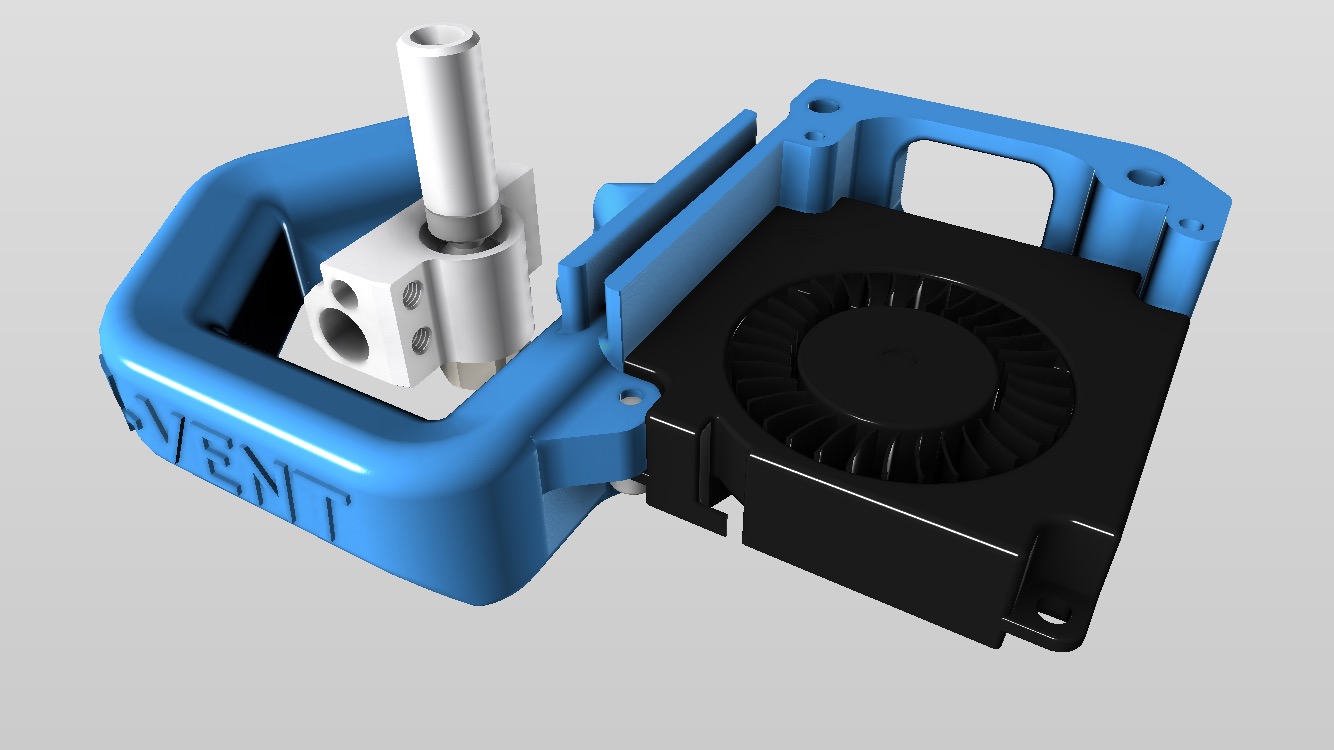
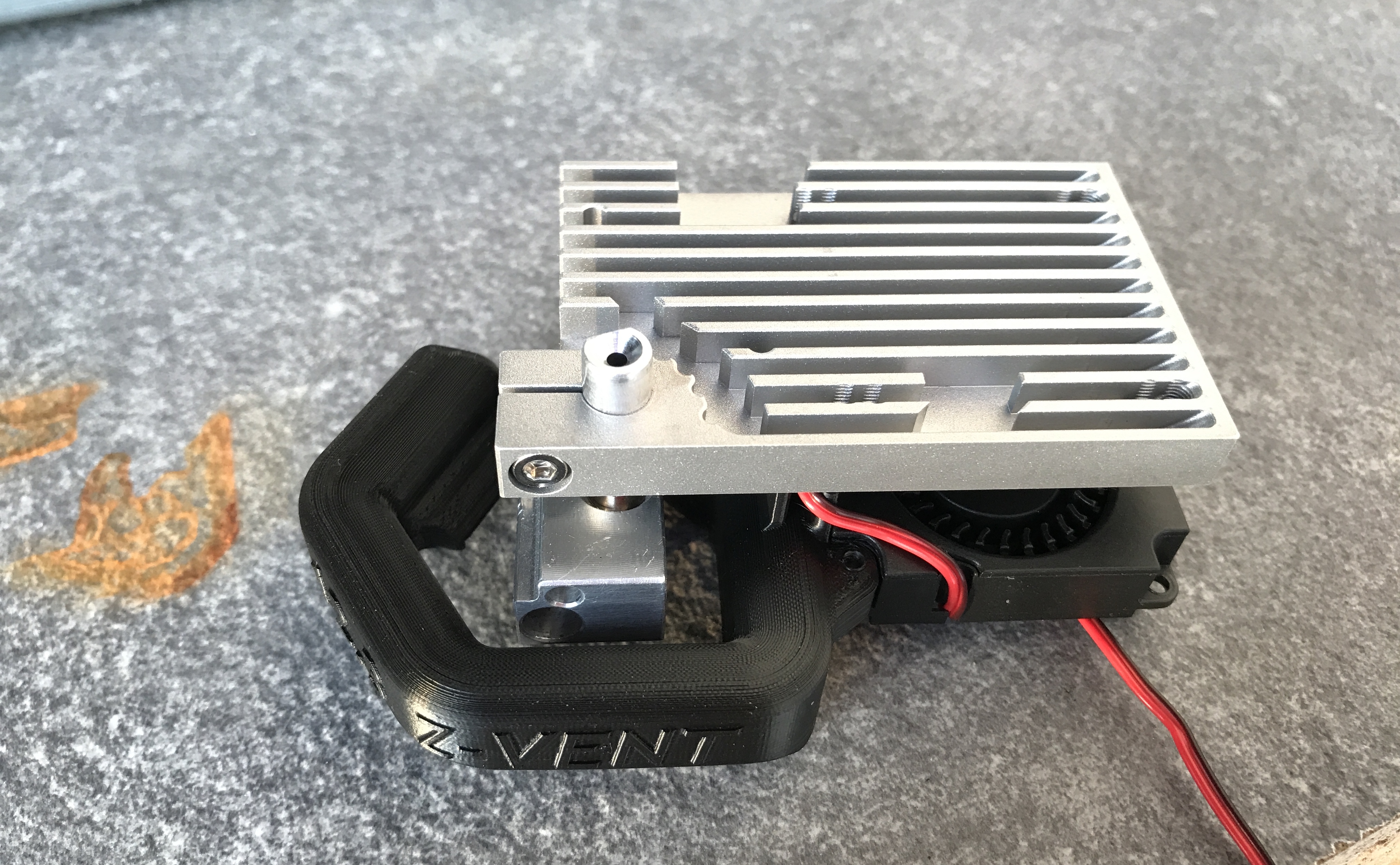
La mia soluzione precedente era proprio una doppia ventola con interruttore, che ho sul mio canale thingiverse. Attualmente stampo l'abs con ventola manuale al 20%, col mio z-vent con ventola radiale. Il microswiss è più basso e causa il problema che citi, ma solo se lo mandi in alto a scontro. Io lo tengo 1.5/2mm più basso senza alcun problema. -
Doppia Ventola M200
liftbag ha risposto a Kikko nella discussione Problemi generici o di qualità di stampa
Io uso una soluzione un po' radicale e mi trovo benissimo. Si tratta di una singola ventola radiale con un convogliatore a doppio flusso. Ho impiegato parecchio tempo ad ottimizzarlo, ma ora sono soddisfatto. I due flussi sono equivalenti. Putroppo non è una soluzione di facilissima realizzazione, richiede un minimo di saldature per la parte elettronica. C'è anche da dire che la ventola radiale genera un botto di aria confrontata a doppia ventola assiale, motivo per cui consiglio di impiegare una resistenza da 180 ohm, proprio per limitarne l'esuberanza che porta facilmente la stampa ad abortire per calo eccessivo della temperatura. A questo proposito, mi va di ribadire che il blocchetto Zortrax, soprattutto il V2, o il Wanhao per chi usa l'hotend microswiss, è mal progettato. La sua massa eccessiva influisce negativamente sul controllo della temperatura, che è sempre ballerino. Inoltre la grande superficie fa si che risenta in modo eccessivo di variazioni ambientali, tipo ventilazione che aumenta. Lo posso dire con certezza assoluta, in quanto usando un blocchetto ridotto all'osso, non solo ottengo temperature stabili, ma l'influenza della ventilazione è drasticamente diminuita, al punto che posso usare una resistenza da 120 ohm e ventilazione 100% senza mandare in blocco la stampa. Il progetto del convogliatore per ventola radiale lo trovi sul mio canale https://www.thingiverse.com/thing:2156253 -
Z-Suite 1.10 inimmaginabile!
liftbag ha risposto a Montecelio nella discussione Problemi generici o di qualità di stampa
C'è un motivo in questa scelta. Quando è uscita non aveva quasi concorrenti. Oggi ci sono molte stampanti che oltre a stampare con la stessa qualità e precisione, possono stampare tutto con suite più complete e fw molto completi con cui puoi modificare al volo durante la stampa moltissimi parametri. In parole povere, stanno perdendo fette di mercato. La mossa è valida e limita i danni. Soprattutto rende felici i possessori di M300, parecchio castrati dalle precedenti suite. Il PLA by zortrax è un enorme problema. Zortrax ha un design del dissipatore che è uno scoglio quasi insormontabile per i pla. Quasi, qualcuno è riuscito a fare pla che si comportano come abs, ma sono costosi e il prezzo è molto tenuto in considerazione da chi usa pla. Io mi aspetto una apertura anche lato fw da parte di Zortrax, ed una revisione dell'hotend e del dissipatore per ridurre problemi di compatibilità con pla e gomme. -
problema di stampa
liftbag ha risposto a stefino nella discussione Problemi generici o di qualità di stampa
Potresti anche avere il pignone non bloccato sull'asse. A me è capitato. Lo vedi facile, togli il filamento e controlla che il pignone non possa scorrere sull'asse, aiutandoti con la pinzetta in dotazione alla stampante. -
Z-Suite 1.10 inimmaginabile!
liftbag ha risposto a Montecelio nella discussione Problemi generici o di qualità di stampa
E' parecchio modificata, ma nella zona estrusore. Non ho camera calda, solo coperture periferiche. La mia è dotata di un cooling block più efficace dell'originale, che provvede ad un buon smaltimento del calore residuo che dalla barriera termica arriva al canale di scorrimento del filo, aiutato da un sistema di raffreddamento attivo composto da ventola radiale + convogliatore. Inoltre è dotata di hotend all metal microswiss, con un heating block che ho disegnato io, particolarmente alleggerito, che mi consente di avere temperatura più stabile, raggiungimento della temperatura in quasi la metà del tempo, ed una sostanziale immunità dall'azione di ventole di raffreddamento della zona di deposito potenziate (doppie, radiali ecc). Questo hotend con il blocchetto risicato ha anche la caratteristica di apportare più calore al nozzle a parità di profilo di stampa. Quindi va usato sempre e comunque con un sistema di controllo attivo della temperatura (ora c'è la 1.10). Dai calcoli penso di poter estrudere l'ultem con un profilo a 315/320 gradi senza l'uso di camera calda. Devo solo decidermi a sostenere la spesa di acquisto del materiale. -
Z-Suite 1.10 inimmaginabile!
liftbag ha risposto a Montecelio nella discussione Problemi generici o di qualità di stampa
@pulce Anora non ce l'ho, ma voglio provare a stampare l'ultem. -
Z-Suite 1.10 inimmaginabile!
liftbag ha risposto a Montecelio nella discussione Problemi generici o di qualità di stampa
Questa è ancora una limitazione della nuova z-siuite, o meglio, non credo possa essere risolto questo problema con la suite. Occorre una modifica al fw, dove nella sezione Material, dovrebbe esserci una voce per la modifica della temperatura di esercizio per le operazioni di carico-scarico del filamento. Un'altra limitazione della nuova suite è il limite a 290 gradi per l'extruder e 105 per il piano. Si riesce tranquillamente a portare il piano a 115, forse anche a 120 d'estate, mentre per l'extruder dipende molto dallo stato della resistenza, ma almeno a 315 gradi ci si arriva. Con un blocchetto risicato si arriva facilmente anche a 330/340. -
Coperchio estrusore v2
liftbag ha risposto a Alessandro3d nella discussione Problemi generici o di qualità di stampa
Per il fatto che blocca la flat sopra il connettore è senza dubbio più valido di quello originale, ma esistono coperchi con sostegno per la flat che assolvono alla stessa funzione. Io l'ho stampato e lo uso, ma ho dovuto ritoccarlo ed adottare un accorgimento per assicurare una facile immissione del filamento. Ho ripassato il foro dove si infila il tubo trasparente con una punta da 4mm. Ho dovuto lavorarci parecchio per fare in modo che il tubo scendesse fino in fondo. Con una punta da 4.1 sarebbe meglio. Ho anche allargato la parte finale dove scorre solo il filamento con una punta da 2.25mm. Infine ho tagliato a misura un pezzetto di tubo guidacavo trasparente in modo che infilato nel foro del blocco motore arrivasse in alto a sfiorare la zona di uscita del filamento del nuovo coperchio estrusore V2. Alla fine, se hai già un coperchio col sostegno alto per flat ne puoi fare tranquillamente a meno. -
Fuori Zortrax, dentro Raise3D
liftbag ha risposto a ShareMind nella discussione Problemi generici o di qualità di stampa
Pietro, condivido le tue perplessità sulla inesistente evoluzione di Zortrax in questi anni. Io rimmarrò fedele al marchio ma solo perché le scarse finanze non mi consentono di cambiarla. Nel frattempo la sto moddando all'inverosimile per colmare le sue enormi lacune. Inviato dal mio iPhone utilizzando Tapatalk -
la stampante mi buca il piatto
liftbag ha risposto a braga79 nella discussione Problemi generici o di qualità di stampa
Bene che hai risolto con la ditta, era impossibile che non ti dessero assistenza a 3 settimane di vita. Comunque era interessante sapere che fw era caricato nella stampante. Fino ad una certa versione del firmware, la calibrazione prestampa veniva effettuata in un punto ben preciso, il centro del piatto appunto. Se accadeva che il piatto si rovinasse in quel punto, per esempio perché la spinetta a tre poli del piatto non era infilata bene, oppure perché la punta era talmente sporca da non fare contatto sul piatto, la calibrazione falliva proprio per mancanza di contatto elettrico tra estrusore e piatto. Da una certa versione in poi è statto introdotto nel firmware la calibrazione in un punto casuale della zona nichelata. Questo ha consentito a me e a molti altri, di continuare ad usare un piatto rovinato, con la sola accortezza di presiedere alla calibrazione pre-stampa, che se casualmente fosse avvenuata nel funto fallato, doveva essere interrotta spegnendo la stampante. -
Ho scoperto tardi questo forum a quanto pare. E' sempre comodo un forum nella propria madre lingua. Posseggo una Zortrax M200 da un paio di anni con cui mi trovo molto bene. Mi piace il cad, anche se sono antico. Uso Autocad, ma mi sto avvicinando a Fusion 360 :) Mi piace disegnare da me i pezzi che stampo e anche quando trovo cose interessanti sul web, se trovo necessario ottimizzarle passo subito a ridisegnarle. La passione per la stampa 3D è nata per poter realizzare parti per droni. Il mio canale thingiverse è questo: http://www.thingiverse.com/liftbag/about