Anjys
-
Numero contenuti
172 -
Iscritto
-
Ultima visita
-
Giorni Vinti
10
Obiettivi di Anjys
")
Newbie (1/14)
41
Reputazione Forum
-
Penso che stampare grossi pezzi ‘meccanici’ con questo tipo di stampa sia un grosso problema ,senza contare che ,se venisse stampato correttamente,il costo del pezzo sarebbe elevato visto il consumo di resina . dovresti provare a ridisegnarlo creando delle ‘camere vuote’ all’interno con appositi scoli per la tesina liquida
-
Grazie ,sei stato molto gentile spiegando punto per punto le cose che chiedevo . un ultima domanda ..la resina Green con il quale viene venduta la Photon S è considerata una tesina molto densa oppure no? nn avendo altre redine nn ho nemmeno un termine di confronto
-
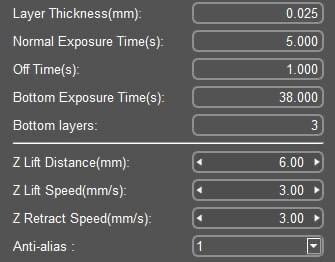
Buongiorno, venendo dal mondo dell’FDM sto cercando di capire i ‘nuovi’ parametri con cui dovrò prendere dimestichezza e guardando su internet a volte si ha l’impressione che ci sia della confusione sui parametri di stampa della tesina . è facile a volte constatare come pur parlando della stessa resina e stessa risoluzione di stampa i parametri consigliati cambino da persona a persona . mi piacerebbe invece capire nel dettaglio in maniera più precisa Parametro per parametro cosa andranno ad influenzare nella stampa in modo da essere ‘autosufficiente ‘ e capire da solo errori di esposizione. Partiamo da layer thikness:questo si riferisce alla ‘risoluzione ‘ di stampa come anche nell’fdm Normal exp.: questo è il tempo di esposizione dei layer in relazione al layer thikness Off time : mi potreste spiegare questo valore su cosa influisce? bottom expo. Time : tempo di esposi dei lager base bottom layers: vorrei capire meglio cosa sono effettivamente questi layer ,nel senso ,sono layer aggiuntivi che vengono stampati alla base di ogni modello o sono i primi layer del modello stesso ? z lift distance: di quanto si deve sollevare l’asse z dopo ogni layer, questo cosa influisce nella stampa? z lift speed: la velocità di distacco ,se troppo veloce in relazione all’area del layer si rischia Il distacco del pezzo z retract speed: cosa influisce? anti-alias: una funzione extra più aumentiamo il valore più i dettagli saranno definiti

-
Grazie dell’aiuto!
-
Buona sera , da poco ho ricevuto la mia prima stampante a resina ,una photon S appunto.premetto che vengo dal mondo della stampa FDM e che quindi per me è un mondo completamente nuovo .Mi sto documentando molto sia qui che su YouTube riguardo dettagli ,impostazioni ,slicing ecc. Non ho ancora provato a stampare nulla ,ho solo fatto la calibrazione del piano di stampa e le prove di funzionamento dello schermo ; prima di ‘versare la fedina’ volevo imparare dagli errori che comunemente vengono fatti dai principianti come me . Per ora nn ho ancora capito come scegliere i tempi di esposizione giusti per un determinato tipo di resina ,ho visto però che è possibile fare un test con stampa multipla con differenti impostazioni di tempo ,ma nn ho capito la giusta procedura . mi potreste aiutare descrivendone la passo passo per cortesia ?
-
Buongiorno, ho da poco acquistato come seconda stampante una i3 mega S e per il momento sono davvero contento .ho stampato con successo oggetti in PLA maggi ho provato ad usate un filamento Flessibile della FormFutura. mentre l'estrusione è ok ho problemi invece di adesione al piatto che ho provato a riscaldare prima a 40 gradi poi incrementando fino a 75 gradi ma sempre con il problema del distaccamento del pezzo dopo i primi 2 o 3 layers. avete dei consigli da darmi?
-

Sharebot NG ,problema elettronica
Anjys ha risposto a Anjys nella discussione Problemi generici o di qualità di stampa
Questo è l’errore che mi da adesso...praticamente mi rileva una temperatura altissima del secondo estrusore mentre in realtá questo è freddo
-
Sharebot NG ,problema elettronica
Anjys ha risposto a Anjys nella discussione Problemi generici o di qualità di stampa
Ho riprovato ad accenderla , sembra adesso che il problema abbia una qualche relazione con il riscaldamento degli estrusori. se dal menù seleziono comandi per muovere gli assi ,questi rispondono senza problemi ...mentre quando seleziono un comando come iniziare una stampa o sostituire il fioamento , comandi i quali prevedono un riscaldamento degli estrusori, il dispaly si spegne. qualcuno di voi puoi aiutarmi? -
Sharebot NG ,problema elettronica
Anjys ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno, oggi ,proprio mentre stava stampando regolarmente la NG si é arrestata improvvisamente come se fosse messa in pausa , tutto era rimasto in standby insomma se non per il display che si è spento. ho provato a spegnere ed a riaccendere dopo qualche minuto di pausa ma il risultato é lo stesso :motori assi morti e display spento. credo sia grave vero? -
in teoria si, ovviamente per una produzione professionale lo stampo in negativo dovrebbe essere in metallo fresato...ma qui si parla di un'altra categoria.Certo se uno ha accesso all'utilizzo di una cnc oppure ha qualcuno che a buon prezzo può realizzare lo stampo meglio!.....altrimenti per una produzione più 'casalinga' è possibile usare stampi in negativo ottenuti con l'utilizzo di resine da colata. peccato per il tuo progetto fermo, sarebbe stato interessante vederlo
-
scusami il ritardo con cui ti rispondo, possiamo sentirci tramite Pm..ci possiamo scambiare così gli indirizzi mail e comunicare più velocemente
-
mi documento con quello che trovo quà e là sul web, se interessato possiamo aiutarci a vicenda seguendo un medesimo progetto
-
si esatto. il procedimento è piuttosto banale e , ovviamente con alcuni limiti, fattibile anche in maniera domestica
-
Ciao Gianni, benvenuto nel forum. l'dea di seguire insieme un progetto comune , grazie all'utilizzo delle stampanti mi è sempre piaciuta, ma a giudicare dal tempo trascorso da quando io scrissi questo post , non sembra aver avuto buon fine.L'estrusione del filamento ricavato da pellet plastico o da scarti non è una cattiva idea,sebbene penso che per avere degli ottimi risultati a livello domestico bisognerebbe affrontare alcune problematiche. Proprio in questo periodo sono alle prese di un progetto che mi richiede moltissime ore di stampa ...così mi sono chiesto se fosse possibile realizzare invece un semplice macchinario per REPLICARE gli oggetti in plastica con la procedura dell'injection molding.Il grosso limite delle stampanti 3d sono i tempi di realizzazione di un pezzo.Così con una cosa di questo tipo potrebbe essere possibile replicare gli oggetti precedentemente stampati in tempi velocissimi e con l'utilizzo di pellet oppure scarti.
-
problema estrusione
Anjys ha risposto a Anjys nella discussione Problemi generici o di qualità di stampa
grazie Alep, ho risolto...o meglio si è risolto da solo. penso di aver capito doe sia il problema e spero possa essere di aiuto ad altri nel caso dovesse capitare anche a loro. credo che il ?problema' si possa presentare quando l'oggetto che si và a stampare ha un'area molto grande: nei primi 2 layer, se si lasciano le impostazioni normali le ventole di raffreddamento non partono , queste infatti si attivano terzo layer... il motore si riscalda molto ( perché essendo grande la superficie ci mette molto a terminare il 1° e 2° layer ) ed il calore trasmesso così alla puleggia fa inevitabilmente deformare il filamento a contatto perdendo così la pressione necessaria per essere estruso. il 'problema' infatti può non presentarsi subito alla prima stampa , perché la stampante è sempre fredda....infatti a me è successo alla seconda stampa. di grande aiuto quindi , sempre per stampe dove la superficie dei layer è molto ampia e si usi PLA, attivare subito le ventole di raffreddamento....Io ho risolto così.