Carlosm180
-
Numero contenuti
34 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Carlosm180
-
Niubbo duro e puro ^_^ ignorante come una capra!
Carlosm180 ha risposto a g0ldr4k3 nella discussione Presentazioni
Mi pare tutto!😄....poi la soddisfazione di far stampare bene un catorcio non ha prezzo, ma se hai bisogno di modelli precisi ma soprattutto ripetibili nel tempo, allora è la salute mentale a non avere prezzo! Parlavo appunto tempo fa con un collega sulla piega che sta prendendo la stampa 3d e di come la bontà di un modello si misuri ormai in minuti per stampare una benchy, come se materiali, coesione strutturale dei layers, rischio di fallimento stampa, etc non esistessero! Ma così va il mondo e anche le care Prusa, che stampavano piano ma sempre, stanno cedendo alle sirene dei mm/s... Poi veloci va benissimo, ma sopra i 200mm/s con e 6-7000mm/s2 me li tengo come limite, da usare una volta ogni mai (valutazione personale, questo settore è bello perchè c'è spazio per tutti)....e finisco qui perchè poi vado fuori tema! -
Niubbo duro e puro ^_^ ignorante come una capra!
Carlosm180 ha risposto a g0ldr4k3 nella discussione Presentazioni
Buono a sapersi... una macchina sulla carta può sembrare interessante, ma se il controllo qualità sulle componenti è pessimo, l'acquisto diventa un terno al lotto. Nella mia esperienza, stampanti come le Ultimaker o le Wasp, che sulla carta sono "normali" e non giustificano il prezzo, nell'uso lavorativo ti danno una serenità e costanza impagabili (nel campo hobbistico per me vale meno perchè mi piace investire tempo ed impegno nei casi disperati 😅). -
Niubbo duro e puro ^_^ ignorante come una capra!
Carlosm180 ha risposto a g0ldr4k3 nella discussione Presentazioni
E la Kingroon klp1? Mai vista dal vero, ma a 350 spedita con klipper e camera chiusa non sembra male- tralasciando qualche sbavatura progettuale, tipo mancanza di led x illuminarla internamente.... -
Niubbo duro e puro ^_^ ignorante come una capra!
Carlosm180 ha risposto a g0ldr4k3 nella discussione Presentazioni
Mio fratello ha preso una Saturn con wash and cure sul sito della Elegoo e si è trovato bene. Quanto al colore... Bho...io ne ho alcune, parte già cosi di fabbrica altre modificate (non è come cambiare una lampadina ma relativamente facile...) e alla fine non è una cosa che si usa poi spesso (quasi mai) perché porta sempre qualche grattacapo. Oltre all'AMS che è forse il migliore, citerei per dovere anche l'MMU2 di Prusa (meno performante, ma è opensorce e si trovano progetti per gestire fino a 9 colori). Oppure ci sono testine con più hotend (es. Il Chimera,così da poter avere nozzle e temperature diverse) o le economiche 2in1 (o 3in1 o 5in1) che hanno più entrate che poi confluiscono in una sola gola e che possono miscelare così i colori...sulla carta tutti sistemi bellissimi ma all'atto pratico un po' meno (i 2in1 tendono ad intasarsi, le multihotend se non sono ben allineati i nozzle tra loro e con il piatto ti graffianti la stampa, ams e mmu2 sprecano tanto filamento.... Come prima stampante starei su una monocolore... -
Niubbo duro e puro ^_^ ignorante come una capra!
Carlosm180 ha risposto a g0ldr4k3 nella discussione Presentazioni
Oltre a scartavetrare, se usi l'ABS puoi rendere la superficie "vetrosa" usando i vapori di acetone .... altri passano, sul PLA soprattutto, rapidamente un cannello (ma rischi di rovinare il pezzo). Se poi hai tempo, ci sono delle soluzioni per diminuire la visibilita' delle linee: ad esempio le superfici "fuzzy", (lo slicer ricrea un effetto leggermente screpolato tipo cemento) nascondono bene i layer, mentre l' "ironing" rende la parte finale liscia. Ovviamente i tempi di stampa si dilatano. Esistono anche prodotti specifici per riempire le imperfezioni....dal canto mio, sposo la soluzione di eaman: una bella scartavetrata con carta fine e poi magari una lucidata. -
Errore installazione Marlin Tronxy x5sa 2e
Carlosm180 ha risposto a Carlosm180 nella discussione Tronxy
Risolto.... Tronxy mi ha inviato un altro firmware che si è installato senza problemi! -
Niubbo duro e puro ^_^ ignorante come una capra!
Carlosm180 ha risposto a g0ldr4k3 nella discussione Presentazioni
...solo per il nickname meriti tutte le risposte che vuoi! Resina o filamento è il primo dubbio che devi toglierti: non è che una sia migliore o peggiore: sono diverse. Diciamo che con la resina vengono più belle specialmente nei piccoli dettagli (es. miniature modellismo), quelle a filamento sono meglio per parti meccaniche e per elementi grandi (esistono stampanti a resina di buona dimensione come la Jupiter, ma oltre ai costi ampiamente fuori budget ci sono dei problemi in fase di indurimento della resina con gli UV, perchè i raggi non possono penetrare a fondo se il pezzo è grosso e non trasparente....e la resina non polmierizzata a fondo poi con il caldo crea microfessurazione e addio!). Inoltre la tecnologia a filamento (FDM) è in generale più economica, mentre la resina è apparentemente più veloce ma tra filtraggio resine, wash and cure, pulizia dei materiali etc. richiede un po' più di sbattimento e orgnizzazione degli spazi (occhio che è anche più tossica e richiede un pò di attenzione nel maneggiarla: non sono scorie nucleari, ma i vapori non sono salubri, macchiano e negli occhi non sono proprio collirio); infine la resina non consente di utilizzare più materiali/colori (es. un tubo in abs con un rivestimento di gomma più morbida tipo TPU inserito ad incastro per fare un'impugnatura sarebbe impossibile......). Quanto alla tipologia chiusa o aperta....dipende anche qui: con che materiale vuoi lavorare? se vuoi stampare ABS o simili devi avere almeno la camera chiusa, per il PLA la camera chiusa invece porta a risultati peggiori; ovviamente se hai una camera chiusa aprirai lo sportello, mentre se hai una camera aperta e vuoi stamparci l'ABS ti puoi anche arrangiare con uno scatolone, fatto salvo al problema di ventilaizone dell'elettronica....la creatività è la tecnologia più raffinata! ...poi la butto lì..... e un usato? puoi risparmiare qualcosa e solitamente le macchine sono poco sfruttate e spesso hanno già qualche miglioramento o qualche bobina.... Sperando di non averti confuso le idee (per quelle basto io!), un consiglio: CHIEDI,CHIEDI, CHIEDI....e poi CHIEDI ANCORA! -
Klipper Delta_calibrate non riconosciuta in printer.cfg
Carlosm180 ha pubblicato una discussione in Software di slicing, firmware e GCode
Probabilmente sarà una cretinata che mi sfugge, anche perchè su altre delta non ho avuto problemi..... Ho fatto l'autocalibrazione delta manuale (delta_calibrate con method manual), ho salvato i parametri e fin qui tutto bene: ora mi chiede di riavviare il firmware per caricare il nuovo config e.....booom......non va. L'errore è banale, Option 'position_endstop' in section 'stepper_a' must be specified, e infatti nel printer.cfg la procedura di autocalibrazione l'ha commentato, [stepper_a] step_pin: P2.0 dir_pin: !P0.5 enable_pin: !P0.4 step_pulse_duration: 0.000002 endstop_pin: P1.25 rotation_distance: 40 microsteps: 32 #position_endstop: 520 homing_speed: 100 #angle: 30 #arm_length: 397.19 ma solo perchè giustamente l'ha riscritto alla fine: #*# <---------------------- SAVE_CONFIG ----------------------> #*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated. #*# #*# [printer] #*# delta_radius = 156.565630 #*# #*# [stepper_a] #*# angle = 29.669689 #*# arm_length = 397.190000 #*# position_endstop = 525.181420 #*# Stranamente nella lettura del file sembra non rendersene conto. Ovvio che basta ricopiare nella sezione i dati salvati e il problema si risolve ma.....PERCHE' QUESTO COMPORTAMENTO? Allego il mio cfg,nella speranza che l'intuito che è mancato a me non manchi a voi 😉! printer.cfg -
Errore installazione Marlin Tronxy x5sa 2e
Carlosm180 ha risposto a Carlosm180 nella discussione Tronxy
No, non devo compilare niente... Tronxy mi ha mandato il link per scaricare il "pacchetto" già precompilato: copio la directory "upload" su sd come da tutorial (directory che contiene una serie di files tra cui un .bin e quello relativo all'interfaccia), la infilo nella stampante, avvio e parte in automatico l'aggiornamento.... Solo che al riavvio lo schermo lampeggia e la versione del boot è "unknown"- mentre prima era 1.58. -
Errore installazione Marlin Tronxy x5sa 2e
Carlosm180 ha risposto a Carlosm180 nella discussione Tronxy
Niente....installo il firmware, spengo la stampante, tolgo la schedina e riavvio: schermata di avvio "lampeggiante" ; ho notato che, nella parte bassa dello schermo dove sono riportate i dettagli della versione del firmware, appare "boot:unknown".... -
Errore installazione Marlin Tronxy x5sa 2e
Carlosm180 ha risposto a Carlosm180 nella discussione Tronxy
Tronxy mi ha spedito un secondo link, che fa riferimento ad un archivio del 2023 (il precedente era del 2022): domani in ufficio lo provo e vi aggiorno... -
Errore installazione Marlin Tronxy x5sa 2e
Carlosm180 ha risposto a Carlosm180 nella discussione Tronxy
Volevo a questo punto installare Marlin da me (...l'ho fatto su tutte le mie stampanti da me, ma questa volta a prevalso la pigrizia....purtroppo), solo che mi da questo errore: "RuntimeError: deque mutated during iteration: ....." qualcuno ha idea di cosa possa causarlo? Sto usando Visual Studio e con il plugin platformio installato. -
Errore installazione Marlin Tronxy x5sa 2e
Carlosm180 ha risposto a Carlosm180 nella discussione Tronxy
Già fatto....mi hanno mandato le istruzioni per cambiare il termistore del piatto(!?!). Li ho ricontattati, ma in attesa di risposta, non posso finire il progetto iniziato..... -
Ho chiesto alla Tronxy di inviarmi il firmware Marlin specifico per la mia stampante (non l'aggiornamento firmware Chitu, dovrebbe essere proprio Marlin); inviate le foto del seriale e dei codici della scheda di rito (una V6 191121), ecco che mi girano il file: copiato nella sd, accesa la macchina e.... l'installazione si pianta e lo schermo, al successivo riavvio, resta nero. Qualcuno ha esperienze simili? grazie
-
Addio agli angoli retti... tutto arrotondato
Carlosm180 ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Anche un'accelerazione troppo lenta può causare un'eccessiva permanenza del nozzle sull'angolo, creando dei "rigonfiamenti". Se hai un Marlin recente puoi provare con la linear advance, però potresti dover mettere mano al firmware se non già abilitato.... -
Wobble o non Wobble? Questo è il problema!
Carlosm180 ha risposto a Carlosm180 nella discussione Problemi generici o di qualità di stampa
Alla fine ho scoperto l'arcano e, come sempre, mi sono preso a pugni da solo x non aver controllato prima.... Fatto sta che decido di lubrificare il tutto e, già che ci sono, di dare una bella spazzolata in giro con un pennellino... ed ecco che, tra i fili, vedo cadere qualcosa di nero, che all'inizio mi era parso un pezzo di plastica ma che si rivela essere un grano (o come si chiamano quelle vitine senza testa...). Morale della favola, scopro che dalla puleggia dentata dell'asse y manca uno dei 2 grani che la bloccano all'alberino dal motore e questo causava un gioco quasi impercettibile, ma che portava alle stampe che avete visto! Ad alte velocità invece la seconda cortina si "piantava" meglio e per un po' diminuiva gli artefatti. -
Wobble o non Wobble? Questo è il problema!
Carlosm180 ha risposto a Carlosm180 nella discussione Problemi generici o di qualità di stampa
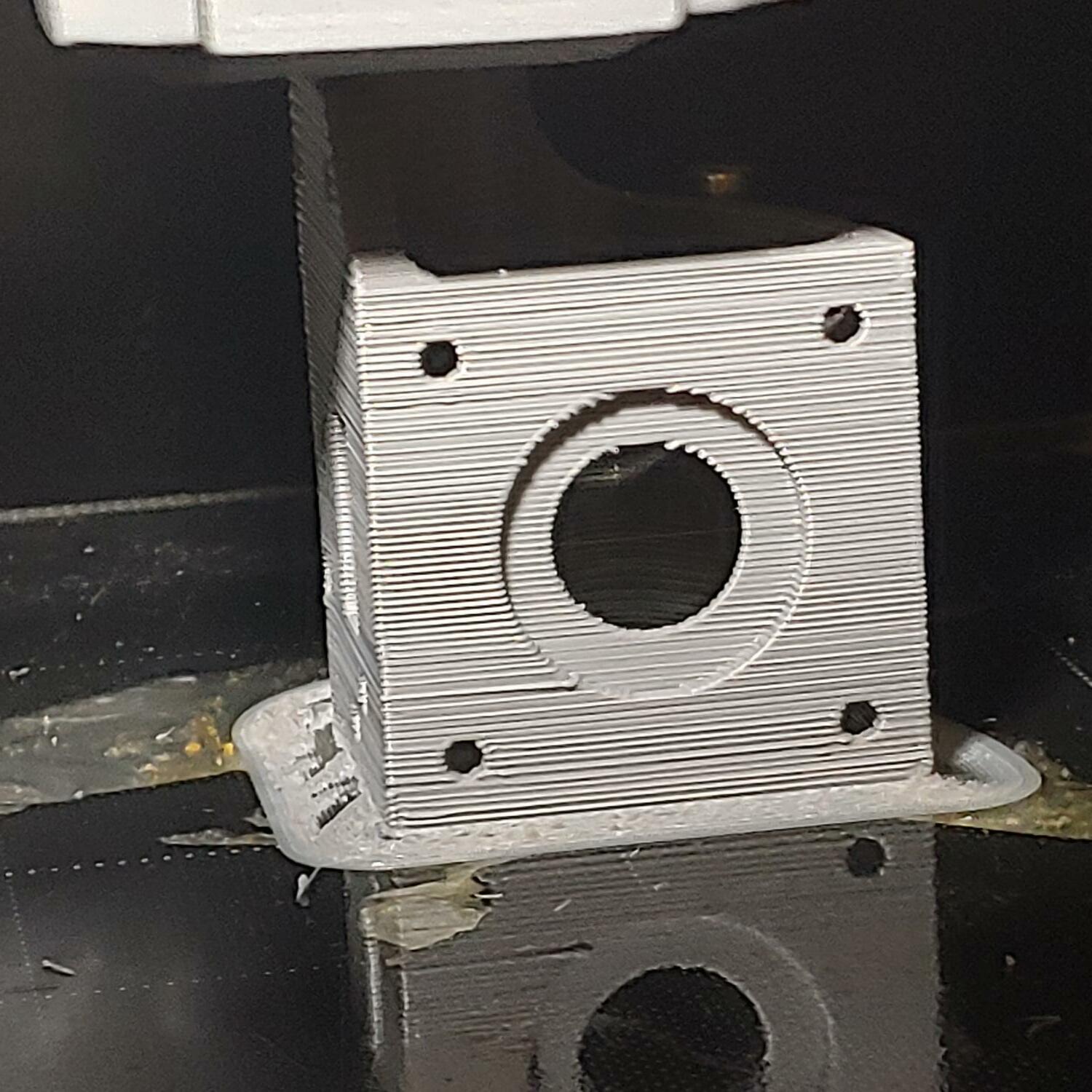
Si, ripensandoci anch'io ho concluso che un cubetto potesse non essere sufficiente. Ho stampato allora 5 cilindretti, variando qualche parametro ma senza trovare una quadra. Ho stampato poi un supporto per un motore NEMA17, in modo da fare una valutazione su un pezzo più grande. Ho rallentato la velocità a 50mm/s riducendo il flow al 97% (nel caso fosse irregolarità dovuta ad accumuli nella camera dell'hotend) con infill 100% (calore dimostrandosi "critico"). Il risultato lo potete vedere in foto. Il pezzo è robusto e dimensionalmente corretto, solo che le pareti sono esteticamente brutte (il centro del foto sembra spostato, ma è solo un effetto della foto) ..e in cima, dove la dimensione si riduce, torna l'effetto iniziale
-
Wobble o non Wobble? Questo è il problema!
Carlosm180 ha risposto a Carlosm180 nella discussione Problemi generici o di qualità di stampa
Non ho usato un dryer, però è un'ipotesi che non avevo preso in considerazione. È vero però che tra stampe di cubi e cilindri statisticamente le linee comparirebbero in punti diversi, mentre qui sono sempre le medesime. Ho visto che: -con infill 100% sono evidenti, con 10% quasi scompaiono. -a velocità più alta si riducono -ho diminuito il flusso ma, anche quando apparivano layer incompleti (perciò chiaramente sottoestrudevo) le imperfezioni non variavano significamente. Purtroppo ora che so tutto questo...non so più che pesci pigliare! -
Flyingbear Ghost V1 e display DWIN
Carlosm180 ha risposto a Carlosm180 nella discussione Flying Bear
ho risolto....ora ho Marlin 2.0.9 con display funzionante. L'unica cosa che non va è la scrittura dell'SD da wifi. Se a qualcuno servisse, basta chiedere! -
Wobble o non Wobble? Questo è il problema!
Carlosm180 ha risposto a Carlosm180 nella discussione Problemi generici o di qualità di stampa
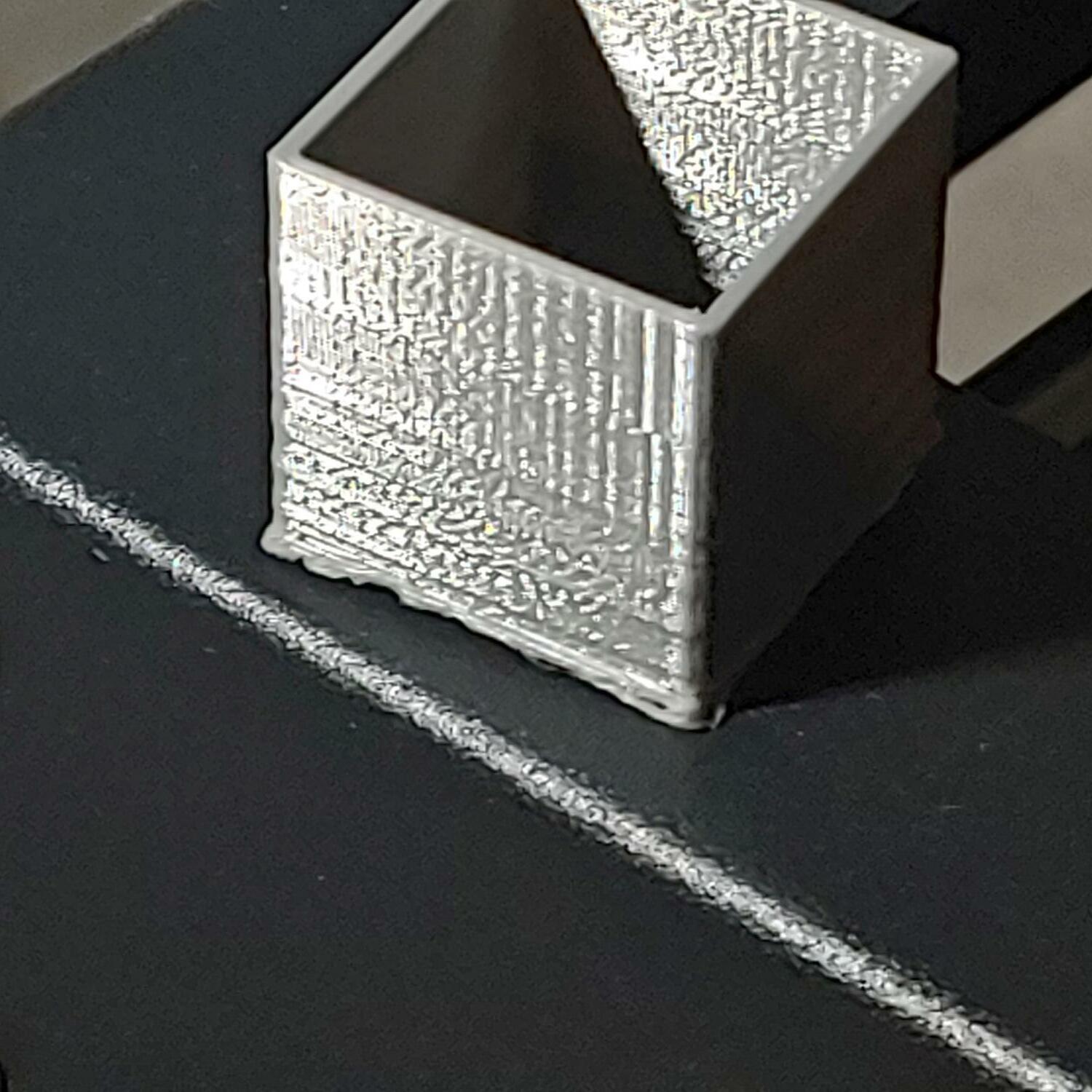
Forse forse....... Riguardando i parametri di Cura, ho notato che la retrazione e soprattutto l'accelerazione della retrazione non avevano valori da estrusore diretto. Diminuendo a 2mm e aumentandone l'accelerazione a 40mm/s2 si vedono dei miglioramenti. Resta sempre che aumentando - prima al 200% e poi al 250% - la velocità, il risultato migliora😮. La base l'ho rovinata io con la spatola...ma dalla foto si vedono bene i cambi di velocità, anche se purtroppo senza input shaping il ghosting agli angoli c'è.
-
Wobble o non Wobble? Questo è il problema!
Carlosm180 ha risposto a Carlosm180 nella discussione Problemi generici o di qualità di stampa
La testina non si muove su ruote, ma usa il sistema tipo ultimaker. L'estrusore ha un dual gear 3:1, modificato da Bowden a direct. Le cinghie hanno tutte le molle tendicinghia. Uso Cura, ma con l'altra ghost (di fatto uguale tranne che per le dimensioni del piano) non ho problemi. -
Wobble o non Wobble? Questo è il problema!
Carlosm180 ha risposto a Carlosm180 nella discussione Problemi generici o di qualità di stampa
Grazie dei suggerimenti....Credo che sia uno di quei problemi che fanno impazzire cercando la causa.... Allora, per quanto mi sembra, il gruppo estrusore/hotend è libero: se faccio spurgare qualche cm di filamento la colata è bella regolare, senza riccioli e senza strani suoni dell'estrusore. Inoltre ho stampato il medesimo gcode settando da display la velocità al 200% (La velocità che avevo impostato inizialmente era 60mm/s), per capire come peggiorasse il risultato....e invece è migliorato (non una bella stampa ma migliore)! Magari sono il fortunato possessore di una stampante che va bene solo dai 500mm/s in su, ma non credo. Quando rientro a casa provo a stampare un oggetto più grande e senza infill 100%.... Magari è una questione di raffreddamento locale (ho cambiato il fan duct, ma poi avevo usato soli l'ABS e lì il ventilatore lo spegnevo). Mi viene una rabbia, perché l'ancor più vecchia Ghost v1 dopo secoli di inattività ha stampato arzillamente tutto senza fare una piega! -
Wobble o non Wobble? Questo è il problema!
Carlosm180 ha pubblicato una discussione in Problemi generici o di qualità di stampa
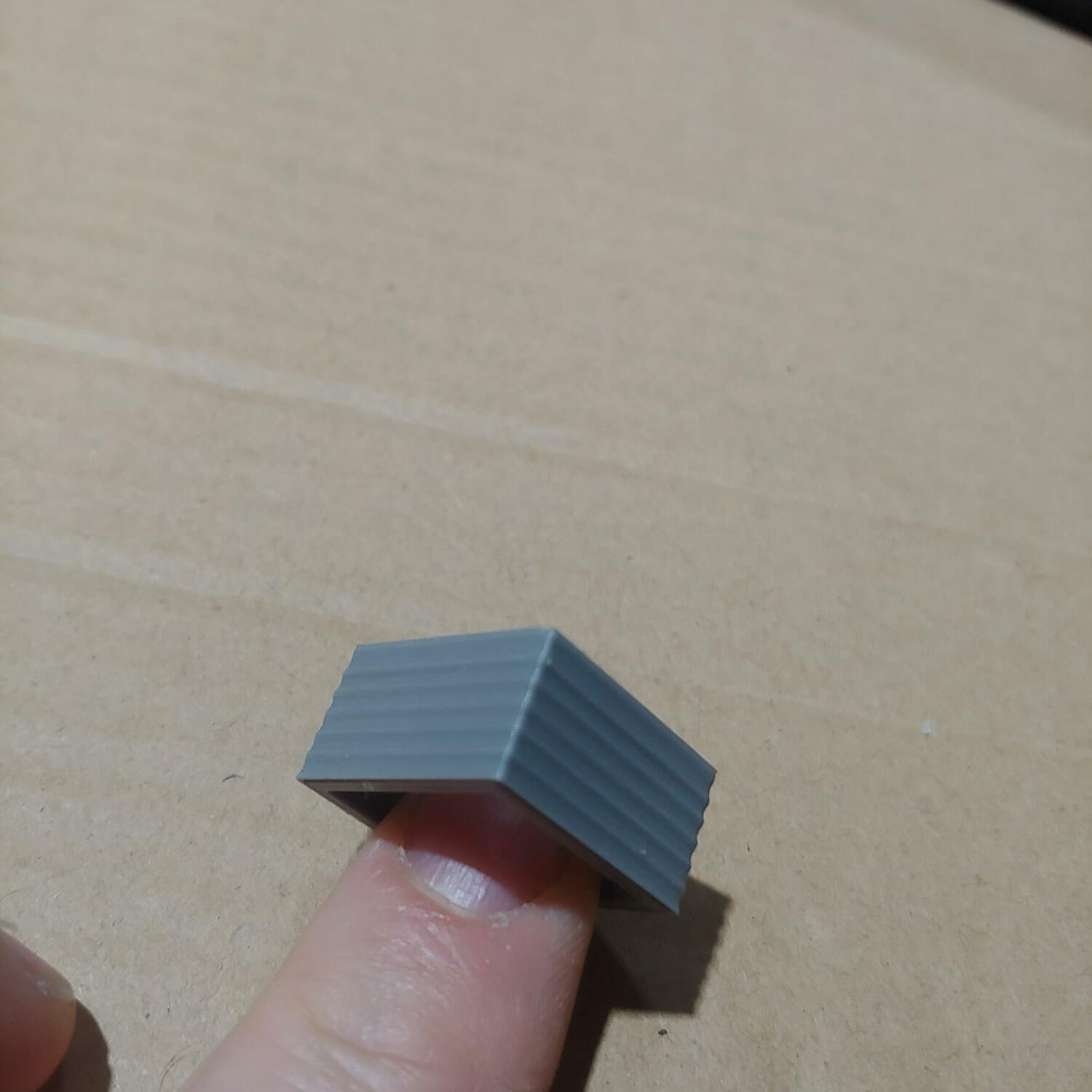
Ho riesumato la mia vecchia Flyingbear ghost 4s dal ripostiglio e ho provato a fargli fare una stampa giusto per ricalibrarla. Quello che è uscito mi lascia perplesso: pensanvo a un problema di Wobble, ma il movimento dovrebbe essere ondeggiante (a destra esce e a sinistra rientra), mentre qui è "a fisarmonica". Controlli fatti : vite trapezoidale dritta, montato anti Wobble, disabilitato input shaping, variato la velocità... Cambia nell"aspetto, ma la parete non è mai liscia.
-
Errore sonda temperatura Tinybee doppio estrusore
Carlosm180 ha risposto a Carlosm180 nella discussione Software di slicing, firmware e GCode
Risolto e, come accade spesso, la soluzione è più semplice del problema. La Tinybee ha un jumper per selezionare l'abilitazione del secondo termistore o del lettore SD; poiché il lettore di schede si trova anche sul TFT, è bastato settare il jumper perché la sonda si attivasse e rilevasse correttamente le temperature. Probabilmente sono il solo ad essere così stordito da non saperlo, ma ad ogni buon conto lo riporto... non si sa mai! -
Errore sonda temperatura Tinybee doppio estrusore
Carlosm180 ha pubblicato una discussione in Software di slicing, firmware e GCode
Salve a tutti! Ho appena sostituito una MKS GEN L con problemi sull'USB con una MKS Tinybee; tutto bene come installazione base, ma quando ho abilitato il doppio estrusore -tipo chimera, 2 hotend e 2 sonde-, la sonda sul secondo estrusore è sempre in errore. Ho rimesso i vecchi A4988 in modo da avere una configurazione quanto più simile alla vecchia.... Escludendo malfunzionamenti della sonda medesima (ho invertito le sonde e provato anche con un terzo sensore che avevo in giro), ricordo di aver letto tempo addietro -ma non ho trovato il post - che potevano nascere problemi perchè a volte gli estrusori vengono nominati E0 ed E1 nel file configuration.h mentre in altri files di configurazione E1 ed E2.... Qualcuno ha qualche suggerimento? Grazie e buone stampe allego Configuration.h Configuration.h