namaSte
-
Numero contenuti
13 -
Iscritto
-
Ultima visita
Obiettivi di namaSte
")





-

Deformazione pezzi stampati (a resina) nel tempo
namaSte ha pubblicato una discussione in Problemi generici o di qualità di stampa
Hola, ho notato che diversi pezzi che ho stampato e ho lascato nell'armadio per qualche settimana (con diverse resine come Elegoo white, Anycubic White e Anycubic Clear 405nm) si sono incurvati. Non sono rimasti esposti alla luce diretta perché appunto li ho tenuti chiusi nell'armadio ma comunque li ho ritrovati ricurvi (sono pezzi abbastanza larghi e piatti, alti qualche millimetro). Sapete di cosa potrebbe trattarsi? Stress residui? C'è un modo per evitare che accada? Grazie mille come sempre 🙂 -
namaSte ha cambiato la sua immagine del profilo
-
Ritiro volumetrico e lineare (resina)
namaSte ha risposto a namaSte nella discussione Problemi generici o di qualità di stampa
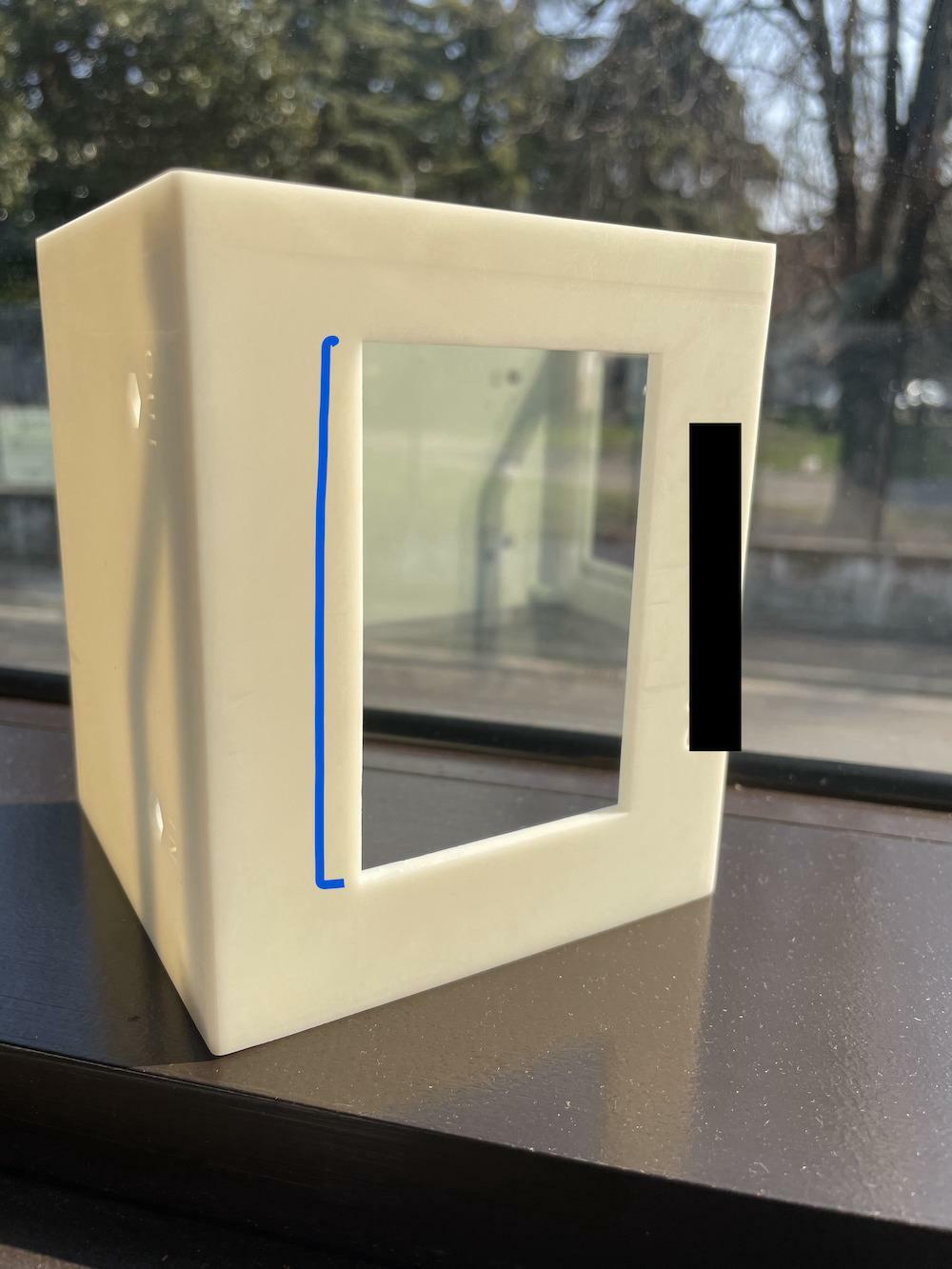
Purtroppo la mia stampante può sollevare il piatto solo ad intervalli di 50mm, 30 mm e 10mm. Ad ogni modo, nel frattempo ho cambiato resina, ho preso una ELEGOO white, ma il problema sembra ripresentarsi uguale, quindi escluderei definitivamente che sia dovuto alla resina. Inizialmente ho notato che il pezzo - che doveva essere alto 132mm - è alto 130,1mm quindi siamo a circa 1,5% di errore. Poi però ho notato due cose: 1) L'errore non è distribuito su tutta la lunghezza, ma su un tratto minore (indicato in blu nella foto), in corrispondenza di una finestrella nella quale devo inserire uno schermino. Dovrebbe essere 88,1mm invece è 86mm (quindi siamo sopra al 2%). Tenete presente che la direzione di stampa è parallela alla linea blu che vedete. 2) Ho notato che ci sono delle righe orizzontali (e quindi perpendicolari rispetto alla direzione di stampa) che però ho parzialmente eliminato con la carteggiatura (quindi dalla foto non si vedono benissimo). Queste righe sono però distribuite su tutta la lunghezza (quindi anche oltre la finestrella) quindi escludo che i due problemi siano collegati, ma mai dire mai. Non mi sembra di vedere un pattern periodico, mi sembrano distanti 2-3cm le une dalle altre, ma magari alla prossima stampa ci faccio più caso. Mi sapreste aiutare?
-
Stampa ondulata invece che piatta
namaSte ha risposto a namaSte nella discussione Problemi generici o di qualità di stampa
Sì li ho stampati piatti, ma lo avevo già fatto e non mi era mai successo di trovarli così.. e poi sono distanti 5 mm dal piatto, e sono retti da supporti, quindi comunque fra un supporto e l'altro passa l'aria. Potrei provare a stamparli inclinati di 45° e vedere se cambia qualcosa -
Stampa ondulata invece che piatta
namaSte ha risposto a namaSte nella discussione Problemi generici o di qualità di stampa
Scusami hai ragione non me n'ero accorto! 🤦♂️ Fatto 🙂 -
Stampa ondulata invece che piatta
namaSte ha risposto a namaSte nella discussione Problemi generici o di qualità di stampa
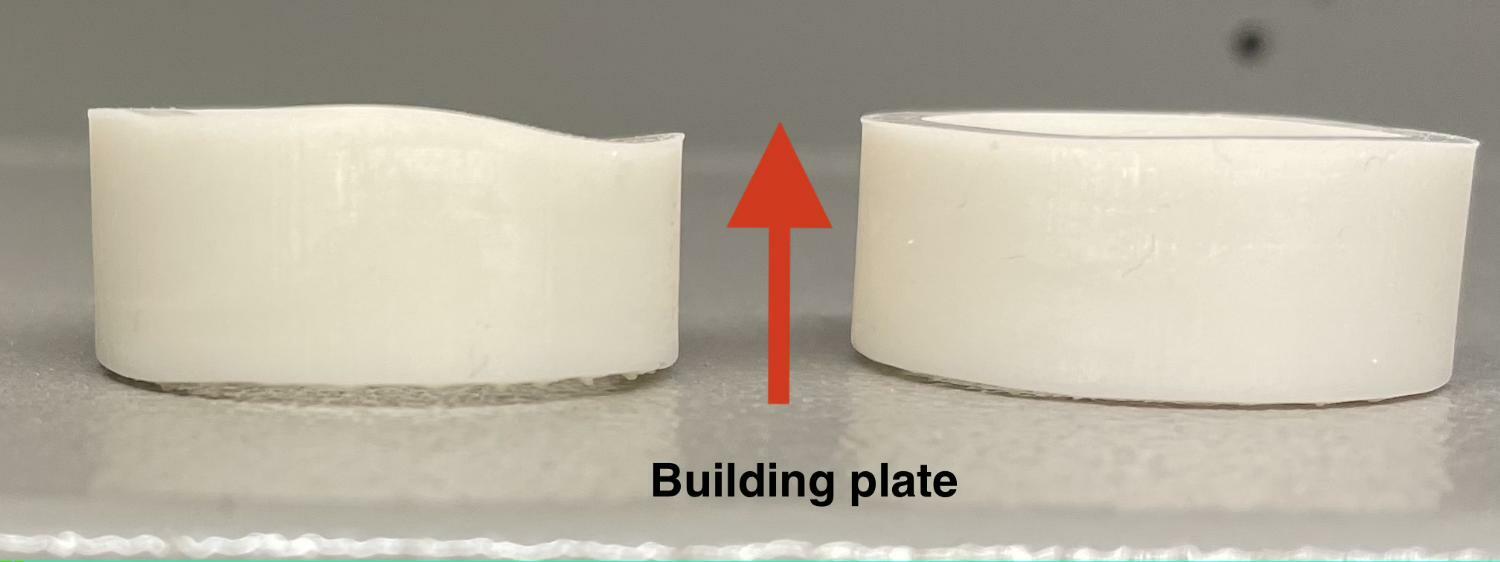
Update: ho provato a cambiare disposizione dei pezzi sul piatto, ad aumentare la distribuzione dei supporti per dare più sostegno, ho rifatto lo Zero Leveling, ma niente da fare. I pezzi sono ancora ondulati (2 su 3). Stavolta ne ho stampati tre, e quello che ho notato è che i due che vedete sulla destra nell'immagine sotto erano dallo stesso lato di quello che mi è venuto male nelle due stampe precedenti. Potrebbe esserci una correlazione? Oggi provo a cambiare il FEP e vedere se magari era stato montato male, ma se avete altri suggerimenti sono tutt'orecchi 🙂 🙂 Non siate timidi 😄
-
Stampa ondulata invece che piatta
namaSte ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti! Oggi vi chiedo un aiuto con un problema che non mi è mai capitato finora. Dovevo stampare dei cilindri cavi con la stampante a resina, ma come vedete dalla foto sono venuti "ondulati", soprattutto dal lato che non guarda il building plate (nella foto ho messo una freccia per farvi capire com'era la direzione di stampa). Ho provato a ristamparli una seconda volta e il risultato è stato pressoché identico, due cilindri ondulati, uno più dell'altro (sempre lo stesso fra l'altro). Cosa pensate che possa essere? Il FEP non è bucato, ho già controllato, e i supporti erano ben distribuiti, non ho notato segni di cedimento o supporti staccati quando ho rimosso le resine dal building plate.
-
Ritiro volumetrico e lineare (resina)
namaSte ha risposto a namaSte nella discussione Problemi generici o di qualità di stampa
Ok, magari provo a contattare l'assistenza clienti per chiedere informazioni su questo problema e vedo cosa mi dicono. Ma tornando al topic principale: il ritiro della resina - che solitamente è dichiarato nel data sheet del produttore - come si manifesta se non così? Ovvero, se io trovo queste indicazioni: come faccio a sapere se, nel caso di un pezzo uscito più corto, si tratta di un problema della resina o, come avete suggerito voi, della stampante? -
Ritiro volumetrico e lineare (resina)
namaSte ha risposto a namaSte nella discussione Problemi generici o di qualità di stampa
Lo faccio quando cambio il FEP anche io, ma siccome stampo dei pezzi molto grandi devo cambiare il FEP più spesso per evitare che mi si rompa (cosa che mi è successa parecchie volte). Sto ottimizzando i parametri di stampa per minimizzare questo problema, ma purtroppo non avendo ancora deciso la resina definitiva per i miei prototipi non ho ancora trovato la quadra. Ma perché fare lo zero-leveling troppo frequentemente consuma la stampante? No, purtroppo è proprio il contrario, la mia stampa doveva essere alta (in Z) 132mm, invece misurando con il calibro risulta essere alta 129,6mm (dunque 132mm/129,6mm=1,018 ovvero 1,8%in meno). Ho ovviato a questo problema scalando la stampa in z, compensando quell'1,8%, pensando che fosse appunto dovuto al ritiro lineare della resina, di cui parlavo nel mio primo post. Però se secondo voi si tratta di qualcos'altro son ben contento di sentire le vostre opinioni, così magari riesco a risolvere il problema in un altro modo 🙂 -
Ritiro volumetrico e lineare (resina)
namaSte ha risposto a namaSte nella discussione Problemi generici o di qualità di stampa
E' la stampa che mi viene più bassa. Cioè, ho sempre preso le misure dopo il curing, quindi potrebbe essere anche quello, dovrei provare a misurare il pezzo subito dopo averlo stampato. Se fosse un problema dell'asse Z, a cosa potrebbe essere dovuto? Io solitamente faccio lo zero-leveling ogni 3-4 stampe, potrebbe essere questo? Oppure un problema di software? -
Ritiro volumetrico e lineare (resina)
namaSte ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, piano piano sto scoprendo vari aspetti della stampa 3D, e dopo aver fatto un po' di ricerche ho scoperto che alcuni dei miei pezzi stampati non presentavano le dimensioni progettate a causa del ritiro della resina. Sapevo che i termoplastici in generale subiscono dei ritiri dovuti a variazioni di temperatura, pressione ecc. (come ad esempio nell' injection molding) ma non pensavo questo accadesse anche nella stampa 3D a resina. Ad ogni modo, vengo al punto. Ho notato che l'unico ritiro visibile nelle tre direzioni (misurando il pezzo e confrontando col disegno) è nella direzione z (direzione alto-basso, ovvero quella di stampa). Questo ritiro in z è dell' 1,8%, mentre nelle altre due direzioni è trascurabile. Ora, nelle specifiche della resina si parla di "ritiro lineare" e di "ritiro volumetrico", e vengono dati dei valori che sono nel primo caso intorno all'1,5% e nel secondo circa del 3-4%. Ecco le mie domande in merito a questo: - per ritiro lineare si intende lineare lungo la direzione di stampa (e quindi z)? - come posso verificare il ritiro volumetrico del pezzo? Immagino che si intenda un ritiro complessivo dello spazio occupato dal pezzo, ma come lo stimo se nelle altre due direzioni x e y non ho notato variazioni rispetto al disegno? Graziee! 🙂 -
Filtraggio isopropanolo
namaSte ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, utilizzo al lavoro una stampante a resina e vorrei capire quante volte posso recuperare l'IPA che utilizzo nella Wash&Cure machine. Ad oggi ho filtrato l'IPA (circa 6-7 litri) 2 volte, lasciandolo prima al sole in una bacinella chiusa per far depositare e foto-polimerizzare i residui di resina, e poi filtrandolo con dei filtri appositi. Ho filtrato l'IPA dopo il lavaggio di circa 25 stampe. Solo che ora l'IPA è particolarmente giallo (io utilizzo resine bianche) e ha un odore molto più pungente di prima. Ogni quanto consigliate di cambiarlo? L'IPA in queste "condizioni" può influire sul pezzo stampato in qualche modo? Grazie 🙂 -
Ciao a tutti! Avrei un consiglio da chiedervi. Qual è secondo voi la migliore resina bianca che mantiene il colore senza ingiallire eccessivamente anche dopo il curing? Io utilizzo la stampante 3D UNIZ IBEE e per il post-curing uso la Wash&Cure machine di Anycubic. Finora ho utilizzato due resine bianche: zABS WHITE (di UNIZ) che ha bisogno di circa 8-10 minuti di post-curing. La resina liquida di per sé non è molto bianca, e ingiallisce relativamente poco dopo il curing, ma poiché parte da un bianco già tendente al panna. Anycubic white resin 405nm che ha bisogno di 2-3 minuti di post-curing. La resina liquida è bianchissima ma dopo il curing ingiallisce molto (diventando simile alla zABS). Avete da consigliarmi altre resine più performanti (che siano ABS-like, non troppo fragili) in termini di mantenimento del colore bianco? Grazie mille 🙂
-
Buongiorno a tutti, sono Stefano, mi sono iscritto perché sono molto interessato alla stampa 3D, sia per passione (abbastanza recente) sia perché la utilizzo per lavoro per fare prototipazione. Spero di trovare una buona compagnia! 🙃