Gian57
-
Numero contenuti
9 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Gian57
-
Problemi con Artillery Sidewinder X1 dopo cambio hotend
Gian57 ha risposto a Gian57 nella discussione Problemi generici o di qualità di stampa
Grazie. Faccio l'autolevel prima di ogni stampa con il BL-Touch. Direi che ho risolto con Cura andando a modificare i parametri del primo strato. Grazie a tutti. -
Problemi con Artillery Sidewinder X1 dopo cambio hotend
Gian57 ha risposto a Gian57 nella discussione Problemi generici o di qualità di stampa
Grazie FoNzY per la tua disponibilità e competenza. Ti confermo che il problema era solamente lo spingifilo. Ora stampa benissimo. Devo solamente risolvere il problema del piede d'elefante con Cura, come già segnalato in un altro thread. -
Problemi con Artillery Sidewinder X1 dopo cambio hotend
Gian57 ha risposto a Gian57 nella discussione Problemi generici o di qualità di stampa
Grazie FoNzY, sei veramente gentile. Stasera provo ad intervenire sullo spingifilo. Ti confermo che sullo slicer è impostato il giusto diametro (sto usando lo stesso profilo di quando andava bene). Domani, in ogni caso, aggiorno la situazione. Grazie. -
Problemi con Artillery Sidewinder X1 dopo cambio hotend
Gian57 ha risposto a Gian57 nella discussione Problemi generici o di qualità di stampa
Si. Ho sostituito quello esistente ed è in battuta sulla gola, al suo posto. -
Problemi con Artillery Sidewinder X1 dopo cambio hotend
Gian57 ha risposto a Gian57 nella discussione Problemi generici o di qualità di stampa
Si tratta dell’hotel originale completo di sensore e riscaldatore. La temperatura è stabile e il filamento PLA Giantarm 1,75 appena acquistato. Potrebbe essere la regolazione della durezza della levetta dove viene inserito il filamento? -
Problemi con Artillery Sidewinder X1 dopo cambio hotend
Gian57 ha pubblicato una discussione in Problemi generici o di qualità di stampa
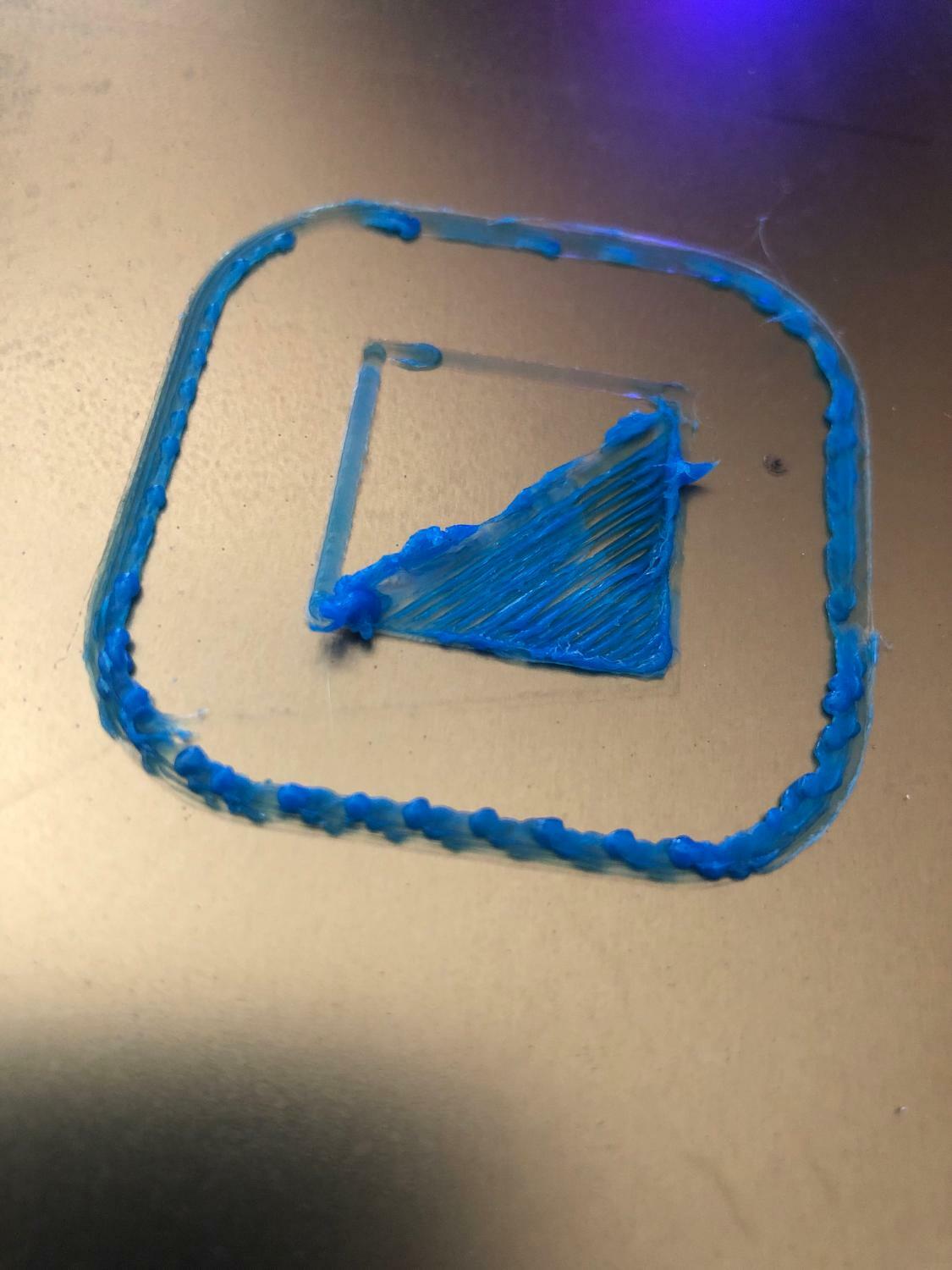
Buongiorno a tutti. Particolarmente soddisfatto della mia X1 (acquistata a giugno 2021) e che finora non ha mai fallito una stampa. L'ho equipaggiata con Bl-Touch e piano in PEI e firmware Marlin 2.0.2. Ho voluto cambiare l'hotend perchè, dopo una sostituzione noozle, il noozle stesso non era in battuta sulla gola e il filamento mi ha sporcato tutto il blocco. Rimontato il tutto, rifatto lo z-offset e anche il livellamento del piano in manuale, ho provato a stampare il cubo 20 x 20 per le verifiche e ho avuto problemi nei primi layer. Poi, proseguendo lo stesso nella stampa, la qualità di estrusione è migliorata notevolmente. Non mi rendo conto di cosa possa essere. Sembra che il filamento non venga estruso correttamente in modo lineare. Provo ad allegare una foto del disastro se qualcuno può consigliarmi qualcosa. Premetto che sono un super-principiante nella stampa 3d, pur avendo una discreta "manualità". Grazie a tutti.
-
Primo e ultimo layer leggermente più “larghi”
Gian57 ha risposto a Gian57 nella discussione Problemi generici o di qualità di stampa
Grazie a tutti. Ora mi è più chiara la situazione. Proverò ad intervenire. Spero di risolvere. -
Primo e ultimo layer leggermente più “larghi”
Gian57 ha risposto a Gian57 nella discussione Problemi generici o di qualità di stampa
Grazie FoNzY per la celere risposta. Ok, cercherò l’opzione per modificare il flusso del primo layer (anche se la cosa viene replicata anche nell’ultimo. Per quanto riguarda la tua seconda proposta (Thin wall test etc.), cosa dovrei fare? Scusa, ma sono veramente un neofita…… -
Primo e ultimo layer leggermente più “larghi”
Gian57 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti e complimenti per il forum super professionale e tecnico. Da poco mi sono “innamorato” della stampa 3d e disegno tecnico con fusion360. Sono decisamente inesperto e ho scelto una stampante artillery sidewinder x1, che uso con Bltouch e bed in PEI. Direi che finora la stampante non ha perso un colpo. Ora mi trovo con un problema (dovendo stampare dei tubi cilindrici e raccordi che devono essere precisissimi). Il primo layer (soprattutto) e anche l’ultimo sono leggermente più grandi. Su una stampa solo estetica sarebbe impercettibile ma, in questo caso, mi crea problemi. Ho letto varie discussioni (non credo si tratti di zampa elefante), ma non ho trovato risposte al mio problema specifico. Uso cura, sicuramente non configurato al meglio. C’è qualche parametro da cambiare nella configurazione? Uso noozle da 0,4. Grazie anticipatamente a chi mi aiuterà.